
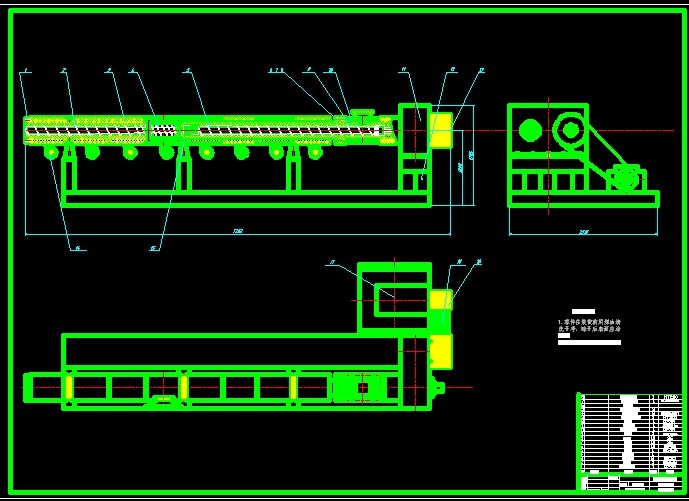





















挤出机的整体设计(说明书+CAD图纸)
不同的生产线对挤出机的具体要求不一样,这就需要根据不同塑料的性能设计出合理的挤出机。本次设计的挤出机是用于铝塑板生产线的挤出机,这就要求对铝塑板的性能有一定的掌握和了解。
3.1 PE铝塑板的基本特性
铝塑板是由多层材料复合而成,上下层为高纯度铝合金板,中间为无毒低密度聚乙烯(PE)芯板,其正面还粘贴一层保护膜。对于室外,铝塑板正面涂覆氟碳树脂(PVDF)涂层,对于室内,其正面可采用非氟碳树脂涂层。
铝塑板是易于加工、成型的好材料。更是为追求效率、争取时间的优良产品,它能缩短工期、降低成本。铝塑板可以切割、裁切、开槽、带锯、钻孔、加工埋头,也可以冷弯、冷折、冷轧,还可以铆接、螺丝连接或胶合粘接等。
PE铝塑板即聚乙烯铝塑板,PE,全名为Polyethylene,是最结构简单的高分子有机化合物,当今世界应用最广泛的高分子材料,由乙烯聚合而成,根据密度的不同分为高密度聚乙烯、中密度聚乙烯和低密度聚乙烯。低密度聚乙烯较软,多用高压聚合;高密度聚乙烯具有刚性、硬度和机械强度大的特性,多用低压聚合。高密度聚乙烯可以做容器、管道,也可以做高频的电绝缘材料,用于雷达和电视。大量使用的常为低密度(高压)聚乙烯。聚乙烯为蜡状,有蜡一样的光滑感,不染色时,低密度聚乙烯透明,而高密度聚乙烯不透明。
聚乙烯是通过乙烯( CH2=CH2 )的加成反应和聚合反应,由重复的–CH2–单元连接而成的高聚合链。聚乙烯的性能取决于它的聚合方式;在中等压力(15-30大气压)有机化合物催化条件下进行Ziegler-Natta聚合而成的是高密度聚乙烯(HDPE)。这种条件下聚合的聚乙烯分子是线性的,且分子链很长,分子量高达几十万。如果是在高压力(100-300MPa),高温(190–210 C),过氧化物催化条件下自由基聚合,生产出的则是低密度聚乙烯(LDPE),它是支化结构的。
聚乙烯不溶于水,吸水性很小,就是对一些化学溶剂,如甲苯、醋酸等,也只有在70℃以上温度时才略有溶解。但是微粒状的聚乙烯,可以在15℃~40℃之间随温度的变化熔化或凝固,温度升高时熔化,吸收热量;温度降低时凝固,放出热量。又因为它吸水量很小,不易潮湿,有绝缘性能,因此是很好的建筑材料。
3.2 产品的设计要求
制品有效宽度1220~1750;厚度1.0~5mm;其中铝箔厚度0.03~0.5mm;产量500~550kg/h;中心高1000mm。
3.3 螺杆设计
螺杆是挤出机最重要的部件,其性能好坏直接影响塑化质量和产量。整个理论几乎都是围绕着螺杆上发生的挤出过程展开的。因此,螺杆设计是挤出理论最重要的应用领域之一。
最早出现的螺杆是不分段的,随着生产的发展,从实践和理论都证明了将螺杆分为加料段、压实段和计量段是比较合理的。螺杆直径的确定:170mm,螺杆长径比35。螺杆的长径比L/D指螺杆的有效长度L和螺杆的直径D之比,如果是新型的螺杆,其有效长度中应该包括混炼段的长度。长径比是代表挤出机性能的一个主要的技术参数。
欧洲塑料橡胶机械制造厂委员会建议长径比12、15、(18)、20、(24)、25、28、30、35,括号中的数值尽量不用或少用。对于某些排气螺杆,长径比达到40左右或更长。
L=35D=35×150=5250mm
普通螺杆普通螺杆全长分为三段,即加料段L1 、压缩段L2和计量段L3,计量段有时也叫均化段。压缩段与熔融理论中的熔融段并不完全相同。在熔融理论中,熔融起点和熔融重点以及熔融段长度Lm在螺杆上并非固定不变,他们随着挤出工艺条件和塑料性能的变化而变化。而压缩段指的是螺槽深度有加料段深H1变至计量段槽深H3的那段长度,它是螺杆设计者人为设计的长度,一旦螺杆设计出来这个长度也就确定了。
3.3.1螺槽深度和压缩比的确定
螺槽深度是很重要的参数,我们可以从制品的质量与产量两方面来分析。
(1)计量段槽深的确定:
我们知道,计量段中熔料的剪切速率γ可按下式计算:
式(3.1)
显然,计量段螺槽深度 愈小,在相同的螺杆转速下剪切速率便愈大,因而分子间的内摩擦力也愈大。从式(3.1)可以看出,熔料因内摩擦而产生的热量正比于剪切应力和剪切速率。由于剪切应力而产生的热量和螺槽深度H 的平方成反比。
Q∝ 式(3.2)
式中Q——熔料因剪切产生的热量;
τ——剪切应力;
γ——剪切速率;
——熔料的表现粘度。
由此可见,螺槽深度较浅时,物料层内部会产生较多的热量。此外,螺杆上物料层较薄,由外界加热器传进来的热量也容易将塑料热透。这方面因素都证明了计量段槽深较小时,对促进塑料的塑化质量是很有好处的。
从混合效果上来讲,计量段槽深H 较小时,混炼程度较高,制品比较均匀。在本章后面我们将进一步指出:当计量段槽深较浅时,压力波动和温度波动都比较小,这时对制品的综合质量都是有利的。
塑 料 最大剪切速率γ/S
LDPE(相对分子质量较高)
LDPE(相对分子质量较低)
HPVC
SPVC
PS 56
104
26
60
108~92
但是,我们知道,只有那些承受高剪切速率的的塑料,如聚乙烯,才能选用较小的槽深,这类塑料的成型温度范围很宽(如聚乙烯成型温度范围为150~220℃,其范围达70℃),热稳定性很好。因剪切或其他原因造成的局部过热不易造成无法弥补的后果。相反对那些步能承受高剪切速率的塑料,如硬聚氯乙烯等热敏性塑料,他们的粘度较高,如果螺槽深度较浅,势必造成过多的因高剪切产生的热量。再加上这类塑料的成型温度范围比较窄,粘流温度T 和分解温度T 比较接近(如硬聚氯乙烯加工温度范围为150℃~190℃,其范围仅40℃),热稳定性较差,强烈的内摩擦将使它们过热分解甚至烧焦。因此,加工这类塑料的螺杆计量段螺槽深度H 不能选择过小。
表中的数值并不是不可以突破的,尤其是承受高剪切的时间很短时,例如在某些新型螺杆的屏障棱上,我在后面还要进一步分析这个问题。




