





















盖的冲压工艺分析及其模具设计
本设计是盖的冲压工艺分析及其模具设计,零件材料是08F(08沸腾钢),查材料表知强度低和硬度、塑性、韧性好,易于深冲、拉延和弯曲 。从零件的大致外形上看,该零件的加工工艺有以下3种,拉伸,冲孔,胀形。这三种工艺是冲压模中比较常见的形势。为了节省模具制造成本,首先选择级进模。
级进模,也叫连续模(据说连续模在标准术语将取消)由多个工位组成,各工位完成不同的加工,各工位顺序关联,在冲床的一次行程中完成一系列的不同的冲压加工。
很适合该零件的加工要求。
该图为零件的二维平面图。
由于该零件的图纸上并没有详细的尺寸精度要求,故所有要求精度的尺寸按IT10计算。
零件材料:
08F优质碳素结构钢,具有优良的冲裁性能
,抗拉强度不小于295MPa抗剪强度按抗拉强度的0.7计,即不小于206.5MPa。
零件结构:
该零件结构简单,一次胀形,一次拉伸,一次冲口,一次拉伸深度为5的弯角,另一个是深度为1的环形凹陷。
零件精度:
按零件图上所示,该零件无精度要求,一切以图纸上的实际尺寸为主。
1.2确定工艺方案
1.2.1初步确定工艺方案
完成该零件的冲压加工所需要的冲压基本性质的工序只有冲孔、落料、胀形和拉伸丝四步工序。由于本制件结构简单,无精度要求,经分析又落料,拉伸,冲口多道工位组成。
该零件包括拉伸、冲口、胀形和落料四个基本工序,经分析列出以下两种方案。
一、先落料,再胀形,然后冲孔,最后拉伸,可以使用使用传动模生产。
二、先胀形,在冲孔,然后落料,最后再拉伸,采用级进模生产。
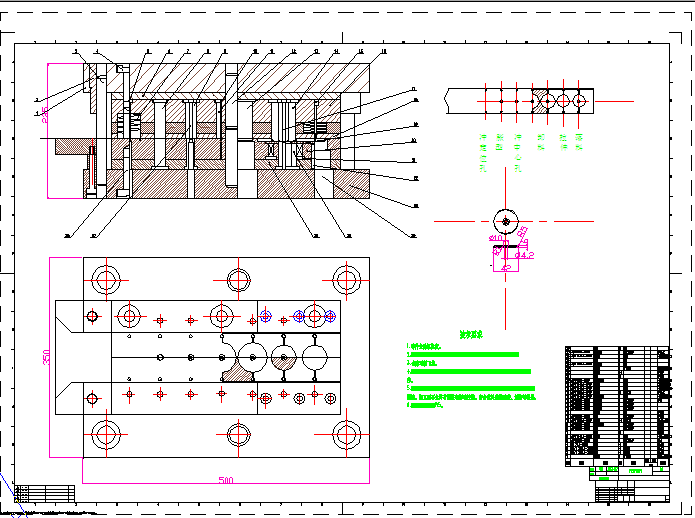
七、压力机的选择
资料来源
经计算已知
而压力机的工作压力必须大于这个值,所以查压力机表最后选择闭式压力机其主要参数如下
名称 闭式压力机
型号 JA31-160B
公称压力/KN 1600
滑块行程/mm 160压力行程8.16
行程次数/(次•min) 32
最大闭合高度/mm 480
最大装模高度/mm 375
闭合高度调节/mm 120
立柱间距离/mm 750
导轨间距离/mm 590
工作台尺寸/mm 前后 790
左右 710
垫板尺寸/mm 厚度
105
孔径
430×430
电动机功率/KN 12.5
1、冲压工艺与模具设计(第2版) 成虹 主编 出版发行:高等教育出版社
2、冷冲模设计资料与指导(第2版) 杨关全 主编 出版社 大连理工大学
3、冷冲模设计(第2版) 李双义 主编 出版社 北京清华大学学研大厦A座
4、冷冲模设计精要 周本凯 主编 出版社 化学工业出版社
5、使用冷冲模设计 于位灵 主编 出版社 北京机械工业出版社
代写工艺夹具专业毕业设计请登录:http://www.bysj1.com/html/4355.html




