





















盖塞2塑料模设计(代写模具专业毕业设计)
2.塑件原材料的成型特性分析
ABS是聚苯乙烯的改性产品,是目前产量最大、应用范围最广的工程材料。ABS是不透明的非结晶型聚合物,无毒、无味。密度为1.02~1.16g/cm3。ABS具有如初的力学性呢过,坚固、贱人、坚硬;具有一定的化学稳定性和良好的介电性能;具有良好的尺寸稳定性,易于成型和机械加工,成型塑件表面有较好的光泽,经过调色可配成任何颜色,表面可镀铬。 其缺点是耐热性能差,连续工作温度为70℃左右,热变形温度为93℃左右,但热变形温度比聚苯乙烯、聚氯乙烯、尼龙等都高,;耐候性能差,在紫外线作用下易变硬发脆。ABS可采用注射、挤出、吹塑、真空成型、电镀、焊接及表面涂饰等多种成型加工方法。
步 骤 说 明 与 理 由 结 论
ABS成性能如下:
(1) 易吸水,成型加工前应进行干燥处理,表面光泽要求高的塑件应长时间预热干燥。
(2) 流动性中等,溢边值为0.04mm左右。
(3) 厚度和熔料温度对收缩率影响极小,塑件尺寸精度高。
(4) 比热容低,塑化效率高,凝固也快,故成型周期度。
(5) 表面粘度对剪切效率的依赖性很强,因此模具设计中大都采用点浇口形式。
(6) 顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度宜取2°以上。
(7) 易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力。
(8) 宜采用高料温、高模温、高注射压力成型。在要求塑件精度高时模具温度可控制在50~60℃;而在强调塑件光泽和耐热时,模具温度应控制住60~80℃。
步 骤 说 明 与 理 由 结 论
3.塑件结构的工艺性分析
(1)塑件的尺寸精度分析
该塑件的图示中未标注尺寸公差,技术要求中说明为主攻查案塑料件公差5级。下表所列为塑件主要尺寸的公差要求。
塑件主要尺寸的公差要求
部位 尺寸 尺寸公差
φ40 0
-0.56
30 0
-0.50
M36 0
-0.56
10 0
-0.28
φ28 +0.50
0
27 +0.50
0
孔尺寸 φ4 +0.24
0
中心距尺寸 φ16 ±0.38
(2)塑件表面质量分析
对塑件表面无特殊要求。一般情况下,外表面质量要求光洁,表面粗糙度Ra可以取0.8μm;没有特殊要求的塑件内部表面粗糙度Ra可取3.2μm。 塑件表面粗糙度Ra0.8,内部便面粗糙度Ra3.2
步 骤 说 明 与 理 由 结 论
(3)塑件的结构工艺性分析
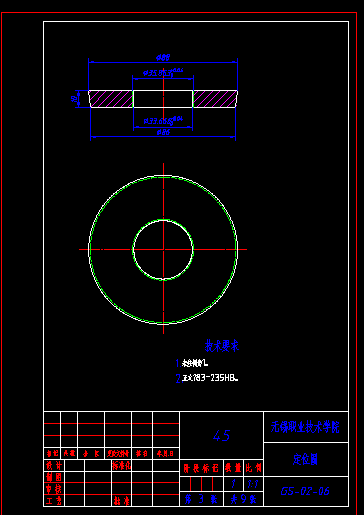
① 从图纸上看,塑件为圆柱形盖塞,顶部有圆角过渡,壁厚不均匀。
② 塑件底部3/1部分有M36的外螺纹。可采用侧抽芯装置或螺纹型环装置。这里螺纹型环装置。根据设计任务书,知塑件的螺纹大径为M36,由于图样没有特殊说明螺纹类型,故采用普通螺纹基本尺寸(GB/T196-2003),其中螺距P=4(粗牙),3,2,1.5,(1)。
选P=2,查《机械设计基础课程设计指导书》附表4.2得:
D=36,
D1=33.835,
D2=34.701;
H=0.866P=1.732mm;
P/2=1,
P/4=0.5,
P/8=0.25;
H/8=0.2165,
5H/8-1.0825,
H/4=0.433 。
螺纹局部图如下图所示: D=36, D1=33.835, D2=34.701; H=0.866P=1.732mm; P/2=1, P/4=0.5, P/8=0.25; H/8=0.2165, 5H/8=1.0825 H/4=0.433
www.bysj1.com www.bysj1.com/html/4605.html www.bysj1.com/html/4604.html




