





















Y系列电机端盖的加工工艺及夹具设计
摘要
电动机是随着生产力的发展而发展的,反过来电动机的发展也促进了社会生产力的发展。本文以Y.YKS.YR.YRKS系列电动机为例,它采用最新的整体箱式焊接结构,重量轻、刚度好。基本系列Y及YR的防护等级为IP23,将基防护罩及盖板拆去并在机座顶部及侧面安装不同的顶罩及盖板后,可以制成各种不同防护方式及冷却方式的电机。
电动机的损坏主要是绕组过热或绝缘性能降低引起的,而绕组的过热往往是流经绕组的电流过大引起的。对电动机的保护主要有电流、温度检测两大类型。为了确保异步电动机的正常运行及对其进行有效的保护,必须考虑异步电动机与保护装置之间的协调配合。特别是大容量电网中使用小容量异步电动机时,保护的协调配合更为突出。
电机端盖是电机的基本外型设备,主要起着对电机转子的支撑、固定的作用,尺寸要求较高,直接影响电机的传动效率。Y系列高压三相异步电动机鼠笼转子H355~500mm机座号采用离心铸铝工艺,选用工艺参数先进合理,并使用电炉控温,离心转速显和合格的铝样监测,确保了转子铸铝质量。H560~630mm机座号采用先进可靠的笼铜中频焊接工艺,并经槽内坚固工艺处理。
关键词: 电机端盖; 加工工艺; 加工过程。
Abstract
With the development of productivity and development of motor, in turn the development of motor also contributed to the development of social productive forces. The Y.YKS.YR.YRKS series motor as an example. It uses the new integral box welded structure, light weight, good rigidity. The protection level of the basic series of Y and yr IP23, based protective cover cover and remove the and in the frame at the top and side of the installation of different top cover and cover can be made of a variety of different protection modes and cooling methods of motor.
Motor damage is the main winding overheating or insulation performance degradation caused by, and the winding overheating is often through the winding current caused by large. The motor protection of the main current, temperature detection. In order to ensure the normal operation of the asynchronous motor and the into effective protection must consider between asynchronous motor and protective device coordination. Especially small capacity asynchronous motor is used in large capacity power grid, protection coordination with more prominent.
End cover of the motor is the motor of the basic shape of equipment, mainly to the rotor of the motor support, fixed function, size requirements higher, a direct impact on motor transmission efficiency of Y Series high voltage three phase asynchronous motor squirrel cage rotor h355 ~ 500mm frame size by centrifugal casting process, select process parameters is advanced and reasonable, and the use of temperature control of electric furnace, centrifugal speed significantly and qualified aluminum sample monitoring, to ensure that the cast aluminium rotor quality.H560 ~ 6kV or frame numbers using advanced and reliable cage Cu intermediate frequency welding process, and the groove solid process.
key word:Motor end cover; machining process; machining process.
目录
第一章 绪论 1
1.1 课题的简介 1
1.2 课题的内容 1
1.3 课题的意义 1
第二章 零件的三维造型 3
2.1 三维造型软件的介绍 3
2.2 三维造型—UG软件的介绍 3
2.2.1 UG软件的主要功能 3
2.2.2 UG的特点 4
2.2.3 UG各功能模块 5
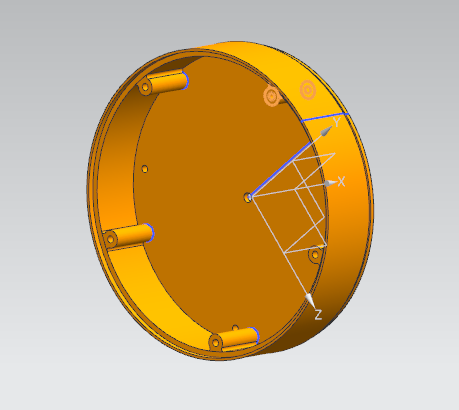
2.3 电机端盖的造型过程 7
2.4本章小结 11
第三章 电机端盖零件的工艺设计 12
3.1电机端盖零件的结构工艺分析 12
3.1.1计算生产纲领,确定生产类型 12
3.2 电机端盖零件工艺设计 13
3.2.1 确定加工余量 13
3.2.2 毛坯尺寸的确定 15
3.2.3 工艺路线的确定 16
3.3电机端盖零件工序设计 16
3.4 加工机床、各类刀具和装夹方案的确定 18
3.5 基本计算公式的引用 19
3.6 各道工序加工过程 19
3.7本章小结 26
第四章 夹具的设计 27
4.1 夹具的作用和要求 27
4.2 确定夹具类型 28
4.3 夹具结构设计 29
4.3.1定位机构 29
4.3.2夹紧机构 29
4.3.3绘制夹具装配图 30
4.4本章小结 31
第五章课题小结 32
5.1总结 32
5.2收获与体会 32
致谢 33
参考文献 34
参考文献
[1]王学军 李珑 主编.CAD/CAM应用软件—UG训练教程. 高等教育出版社
[2]孙燕华 主编.AutoCAD2000 机械制图. 机械工业出版社.2004
[3]华红芳 孙燕华主编.机械制图与零部件测绘. 电子工业出版社.2012
[4]倪森寿主编.机械制造工艺与装备.化学工业出版社.2003
[5]孔凌嘉 张春林主编.机械基础综合课程设计.北京理工大学出版社.2004
[6]王树青主编.工业过程控制工程.化学工业出版社.2003
[7]毛平淮主编.互换性与测量技术基础.机械工业出版社.2004
[9]王侃夫主编.机床数控技术基础.机械工业出版社.2004
[10]张耀宸主编.机械加工工艺设计实用手册.航空工业出版社.2000
[11]李华主编.机械制造基础.高等教育出版社.1978
[12]杨叔子主编.机械加工工艺师手册.机械工业出版社.
[13]王櫆德主编.机械制图新旧标准代换教程.中国标准出版社.2004
[14]金大鹰主编.机械制图.机械工业出版社.2004
http://www.bysj1.com/cat.asp?id=23
http://www.bysj1.com/cat.asp?id=25



