





















齿轮泵LS-5上型盖工艺及2-Φ18孔夹具设计
摘要:本次大学课程的毕业的毕业设计全部内容为齿轮盖LS-5型上盖工艺及2-Φ18孔夹具设计,本次设计所需要完成的内容有零件二维图,三维图,毛胚图,夹具体二维图,夹具体装配关系图,还有工艺流程的整理与编写。完成工艺过程卡,2-Φ18 孔加工序卡。且完成整套说明说明书编写。
齿轮泵LS-5上型盖结构相对较简单,材料为HT200,与齿轮接触配合的面精度要求较高,为了达到精度要求,加工方式选用粗车,然后再进行半精车。使他与齿轮保持良好的密封性,其他外表面铸造就能达到要求。
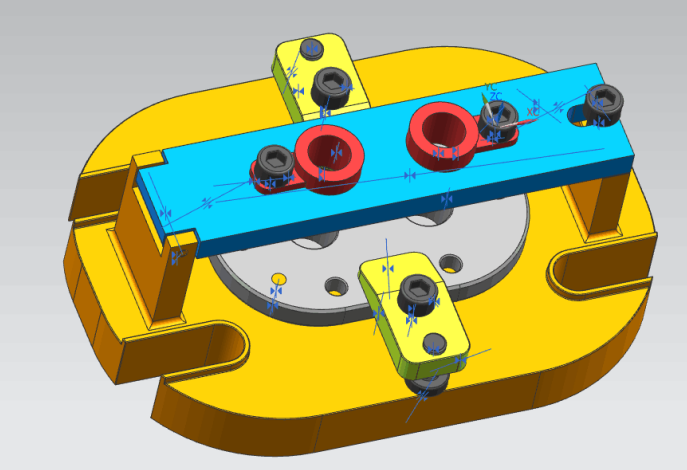
对孔2-Φ18做了专用的夹具加工,采用了一个平面,两个销定位。夹紧装置采用两个压板夹紧,这样做的目的是为了达到加工的要求,有效提高了加工精度。
关键词:齿轮泵LS-5上型盖;工艺及夹具。
The technology of the upper cover of the gear cover LS-5 and the design of the 18 hole jigs of 2
Abstract: the university curriculum graduation graduation design all 18 design fixture for gear cover and 2- process with LS-5 type cover, this design is required to complete the contents of parts of two-dimensional maps, three-dimensional map, hair clip Peitu, specific 2D maps, fixture assembly diagram, but also the process arranging and compiling. Complete the process card, 2- - 18 hole processing order card. And complete the complete set of instructions written. The upper cover structure of the gear pump LS-5 is relatively simple, and the material is HT200. The accuracy of the surface matching with the gear is very high. In order to achieve the accuracy requirement, the rough car is selected for the processing mode, and then the semi fine car is used. To maintain a good seal with the gear, the other external surface casting will be able to meet the requirements. A special fixture is made for the hole 2- diameter 18. A plane and two pins are used. The clamping device is clamped with two press plates, which is designed to meet the requirements of processing and effectively improve the machining precision.
Keywords: LS - 5 on the gear cover, technology and fixture.
目录
第一章.齿轮盖工艺说明 1
1齿轮盖作用 1
2齿轮盖加工要求 1
3推敲齿轮盖工艺特征 2
第二章.齿轮盖毛坯的分析与选择 4
1确定齿轮盖产出方式 3
2毛坯的类型和生产方式 3
3齿轮上盖各个面的处理方式 4
4每道工序间切削厚度 4
5计算出最终毛坯的大小 5
第三章.工艺流程规划安排 8
1设定工艺先后顺序 6
1.1 定位基准确定 7
1.2 工艺先后排序 8
2重要孔2-Φ18切削用量确定 9
2.1加工孔切削用量计算 9
2.2 精加工铰孔切削用量的确定 10
3车削工序切削用量确定 10
4 2-Φ18基本工时确定 11
4.1基本工时Ti的确定 11
4.2辅助工时Ta的确定 12
4.3其他工时确定 13
4编写2-Φ18工序卡 14
第四章.2-Φ18重要孔夹具规划设计 15
1.设计方案规划 16
2.零件的用途 17
2.1夹具体定位公差计算 19
3导向元件确定 20
3.1钻模版高度与底面工件距离确定 20
4夹紧装置的确定 21
5夹具构造和使用说明 20
第五章.设计方案的分析与评价 21
第22六章.感悟与总结 22
第七章.致谢 23
参考文献 24
第一章.齿轮盖作用
1,齿轮盖作用
这次毕业设计的题目根据老师的建议,与老师反复讨论研究,最终确定为:齿轮泵上型盖LS-5上型盖工艺及2-Φ18孔夹具设计,齿轮泵上盖是齿轮组成的一个重要零件,他与整个齿轮组装在一起,使齿轮形成一个完整的工件。齿轮盖与齿轮接触面加工要求较高,因为他要保证齿轮正常运行,使齿轮不漏油,不产生零件磨损,且安装稳定,满足要求精度,且能正常运行。
参考文献
[1]吴慧媛.韩邦华.零件制造与工艺装备【M】.电子工业出版社,2010
[2]杨叔子.机械加工工艺师手册【M】.机械工艺出版社,2001
[3]孙本绪.熊万武.机械加工余量手册【M】.国防工业出版社,1999
[4]华红芳.孙燕华.机械制图与零部件测绘【M】.电子工业出版社,2015
[5]陈立德.机械设计【M】.高等教育出版社,2013
[6]洪如瑾.NX7 CAD【M】.清华大学出版社,2011
[7]许雪芬.王志萍.简明物理学教程【M】.无锡职业技术学院.2015
[8]孙燕华.AutoCAD机械制图【M】.电子工业出版社,2014
[9]切削用量简明手册++第三版【Z】
[10]刘舜尧、李燕等主编.制造工程工艺基础[M].长沙:中南大学出版社,2005.2
[11]宁传华主编.机械制造技术课程设计指导[M].北京:北京理工大学出版社,2009
[12]王先逵主编.机械制造工艺学(第二版)[M].北京:机械工业出版社,2008
[13]艾兴等编. 切削用量简明手册[M]. 北京:机械工业出版社,2000.3.
[14]孔庆华、母福生等主编.b[M]. 上海:同济大学出版社,2008.9
[15]方子良主编.机械制造技术基础[M]. 上海:上海交通大学出版社,2005.1.
[16]艾兴等编. 切削用量简明手册[M]. 北京:机械工业出版社,2000.3.




