





















电器调节片冷冲模设计
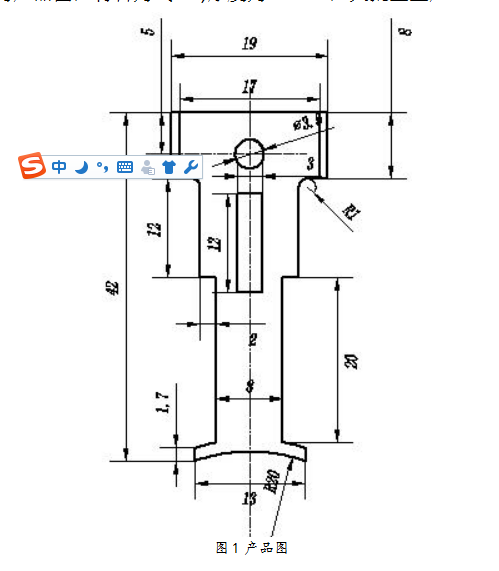
摘要:电器调节片模具设计采用级进模,所选材料为Q235,材料
厚度为2mm,模具的总压力为104.9KN,选择压力机J23-16,模具
的闭合高度为223mm,模架选用后侧导柱模架,上模座的尺寸为
165×145×45㎜,下模座选用165×145×55㎜的尺寸,凹模板
的尺寸为125×125×30mm,弹性卸料板的尺寸为
125×125×18mm,凸模固定板的尺寸为125×125×22mm,凸凹模
固定板尺寸为125×125×20mm,采用弹性卸料装置,选取初始挡
料销进行粗定位。
关键词: 级进模、后侧导柱模架、初始挡料
Design of continous cold stamping die for electric
regulator
Abstract: the design of the mould of the electric
adjustment sheet adopts the step input mold, the
material selected is Q235, the material thickness is
2mm, the total pressure of the mold is 104.9 KN, the
pressure machine J23-16 is selected, the closing height
of the mold is 223mm, and the mold frame is selected.
The rear guide column mold frame, The size of the upper
mold holder is 165 × 145 × 45 , the size of the lower
mold holder is 165 × 145 × 55 , the size of the
concave template is 125 × 125 × 30mm, and the size of
the elastic discharge plate is 125 × 125 × 18mm, The
dimensions of the convex die fixing plate are 125 ×
125 × 22mm, and the convex die fixing plate size is
125 × 125 × 20mm. The elastic unloading device is
used to select the initial baffle pin for rough
positioning.
Key words: stage feed die、rear guide column die frame
、initial baffle.
目录
第一章 序言 4
第二章 冲压件工艺分析 6
2.1 材料分析 6
2.2 零件结构 6
2.3 尺寸精度 7
第三章 模具总体结构的确定 8
3.1冲裁工艺方案的确定 8
3.2送料方式的选择 8
3.3定位方式的选择 8
3.4卸料、出件方式的选择 8
3.5导向方式的选择 8
第四章 工艺计算 10
4.1 排样方法与原则 10
4.2 确定搭边值 10
4.3 材料利用率的计算 11
4.4 冲裁工序力的计算 11
4.5 压力中心 12
4.6压力机的选择 12
4.7凸、凹模刃口尺寸计算 13
第五章 主要零部件设计 15
5.1 凹模设计 15
5.1.1 凹模外形的确定 15
5.1.2 凹模刃口结构形式的选择 16
5.1.3 凹模精度与材料的确定 16
5.2 凸模的设计 17
5.3 卸料板的设计 17
5.4 固定板的设计 18
5.5 上下模座、模柄的选用 19
5.5.1 上下模座的选用 19
5.5.2 模柄的选用 19
第六章 冲压设备的校核与选定 21
第七章 结论 22
小结 22
致谢 25
参考文献 26
第一章 序言
模具显然成为一种工业生产中必不可少的重要工艺装备,在降
低成本、提高产品质量和适应大规模生产等方面起着重大作用
。模具在机电工业中的应用还是比较广泛的,应用范围达到了
70%;生活中造房用的建材90%也运用了模具制造的相关知识
。模具工业奠定了我国百种工业发展的基础,有力地促进了冶
金业等行业的繁荣。伴随着现代科技的发展,模具的工作条件
要求越来越高,工业生产的发展被模具的使用年限紧紧牵制着
,因此提高模具的使用寿命迫在眉睫。
模具并没有一般人认知的那样复杂,它的原理其实很简单,就
是通过模具来生产我们所需要的产品。在生产之前,我们要先
对制件的具体情况实施分析,以保证产出的制件能达到标准,
否则产出的制件就没有用。
模具是一个需要仔细的工作,不能马马虎虎。模具的设计对个
人的综合素质要求比较高,因为在设计时会出现很多问题,所
以这就需要有很多的耐心来解决这些问题,同样要想让问题少
,就要在设计时有足够的细心,不然由于自己的马虎,后期可
能就要花上大量的时间去解决问题。
邓小平实行改革开放以来,我国的模具工业随着经济繁荣而发
展起来,在设计、制造水平以及模具产品档次方面有了显著地
提高。有数据显示,全国现有模具企业3万多家,生产产量以每
年15%的幅度增长,从事模具行业的工作人员就有五六十万,
模具行业年生产值超过300亿元人民币,在全世界的名次靠前,
并不断保持高速度增长。
但是我国模具工业发展在总体上还是很落后的,与英美等发达
国家之间的差距还是很大的,60%的模具厂以生产中低档模具
为主,国内真正需要的是超大的、质量好的、年限长的模具,
而这些模具只能靠进口得到。模具工业的制造和技术研发能力
是非常薄弱的,成为促进发展的一项难关。
机械零件的载荷水平和模具本身的承载能力决定着模具的工作
寿命,还有一些次要的因素,例如:加工制造、热处理工艺、
模具的后期保养,都会对模具使用寿命造成很大的影响。模具
的承载水平和承载能力或多或少会受到模具结构的影响,结构
合理不但可以提高模具的承载能力,还能减轻模具的机械载荷
水平,避免冲头与凹模的撞伤。
模具设计要考虑到诸多因素,合理的结构、模具的受力均衡等
都益于取得适宜的硬度值。在现代工业生产的诸多方面,材料
的利用率、低成本成为了评价生产的标准。因此国内外的的生
产厂家皆在采用先进的加工工艺,如冷冲压、压力锻造、铸造
等成形工艺来代替传统的切削加工。其中模具成形是应用最为
广泛的一种成形工艺,在飞机、汽车、航空的塑料产品、家电
等行业皆有应用。
现如今我国钢材规格稀少,在大中型锤锻模块炼钢厂直接提供
外,用户将进口的圆钢改造成所要求的模具毛坯,直径大小为
%40~70mm的毛坯绝大部分用圆钢改锻造成。这样使模具达到
要求的尺寸大小,方便后面的工艺分析。在模具制造工业中,
锻造是一个非常重要的环节,选择合理的锻锤能量是获得优质
锻坯的关键,利用变形量充分的优势进行多次锻打,注意控制
锻件流线方向和分型面位置,锻打完要冷却。
模具可分为两大类,塑料模和冷冲压模。冷冲压模具在现代生
活中的应用还是比较广泛的。
参考文献
[1] 陈剑鹤,于云程 《冷冲压工艺与模具设计》.北京:机械
工业出版社2011
[2] 成宏.《冷冲压工艺与模具设计》.郑州:河南科学技术出
版社2006
[3] 刘家平.《机械制图》.北京:高等教育出版社2013
[4] 欧阳波仪,《多工位级进模设计标准教程》 北京;化学工
业出版社 2009
[5] 翁其金,冷冲压技术,北京,机械工业出版社,2011
[6] 韩英淳,简明冲压工艺与模具设计手册,上海:上海科学技
术出版社,2006
[7] 王孝培:冲压设计资料修订本,北京:机械工业出版社,
1990
[8] 许发越:模具标准应用手册,北京:机械工工业出版社,
1997
[9] 骆志斌:模具工实用技术手册,南京:江苏科学技术出版
社,2000
[10]王鹏驹,成宏:冲压模具设计师手册,北京:机械工业出版
社,2008



