


数控车加工大直径回转体件工装与加工工艺改进
摘要:
大直径环体件以日益广泛的应用在工业部门,它具有结构紧凑,精度高质量轻传动稳等特点,但在实际加工中存在诸多加工问题使其加工效率低下产量无法提高,造成成本随之加高,利润减少。本文以大直径环体件为例,通过多年个人的工作经验总结,对其工装及加工工艺改进进行论证阐述,为同类零件的高速高效加工提供一些借鉴,多年实践和自己不断探索创新为此类零件的加工一一解决诸多问题。
关键词:加工特点、工装、工艺
引言:
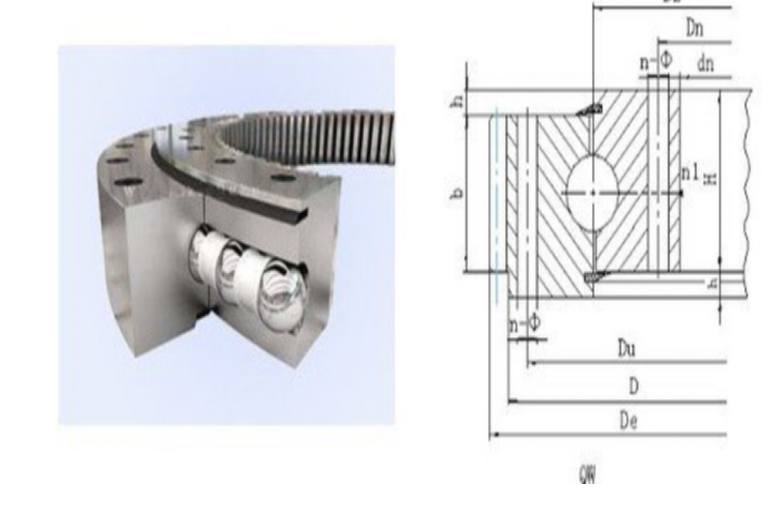
大直径薄壁回转轴承直径与壁厚之比D/h大于或等于15 ,刚性差,极易变形,而且加工精度差,维修率高。随着我国大力发展风力发电项目,我国风力发电设备零件的供应由原先的进口到现在的自主研发生产,但在实际生产中仍然有许多问题制约生产,为企业增加了制造成本。大直径回转轴承就是一个典型的高端重点零件。以下我将以数控立车加工风力发电回转支承为例改进生产工艺与工装实现高效增产增值。
一、生产加工中大直径薄壁回转轴承件加工易出现的问题
(一)易变形:
1、受力变形
因工件壁薄,在夹紧力的作用下容易产生变形,从而影响工件的尺寸精度和形状精度。
2、受热变形
因工件较薄,切削热会引起工件热变形,使工件尺寸难于控制。
3、振动变形
在切削力(特别是径向切削力)的作用下,很容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
(二)回转轴承形位公差超差:同轴度、垂直度
(三)工件表面质量差有振纹
二、从工装与工艺方面进行分析
1、 (1)工装夹具选择不当,在以往的加工中大多是采用四个卡爪和四个支撑顶针来进行加工,这种加工比较慢而且易使工件变形尺寸精度不稳(加紧后测量与松开后测量误差大于0.2mm以上),还易使工件椭圆变形(椭圆度>0.3mm以上),而且校正时间长加紧力大造成劳动强度增加。
参考文献:
1.孙国新等编 《数控车工》 中国劳动社会保障部出版社 2003
2.韩英树主编 《车工工艺及加工技能》 化学工业出版社 2008
3. 陆伟明 于晓平著 《 数控车工实用技巧集锦》 化学工业出版社 2007
4洪惠良.机床夹具(第四版).北京:中国劳动社会保障出版社2011
5洪惠良.金属切削原理与刀具.北京:中国劳动社会保障出版社2006



