





















前端支承盖零件机械加工工艺及专用夹具设计
摘要:对于某一个产品的某些工序而设计的夹具是专用夹具。所以对于通用性没必要考虑,设计夹具的结构一定要紧凑,用起来便利。根据实际需要用省力装置,动力部分还有分度装置等等。所以这种夹具要能够确保生产精度,确保劳动生产率,只是游湖夹具非常的专用,不管是设计还有生产花的时间都很长,加工花的钱也很多。一旦加工产品需要改变的时候,没有办法再用就成为废品了,所以,这种夹具生产的产品是固定的,批量比较大的。
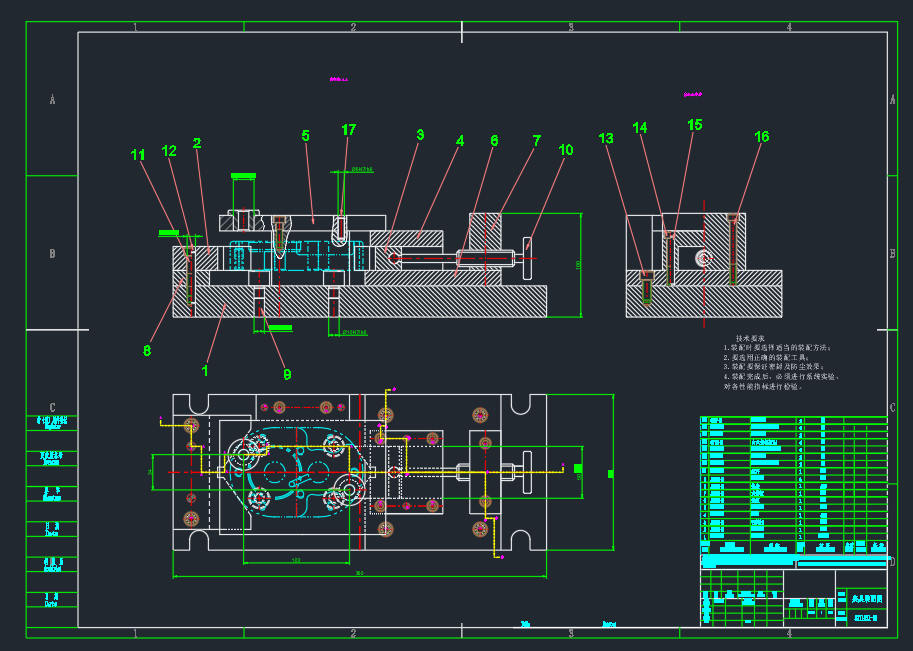
论文设计的夹具是对前端进行铣槽的,现在用的比较多的材质是铸铁,综合性很好,可以当做连接零件,对于工作稳定能够很好的确保。所以说,研究是非常有必要的,论文要设计的夹具是专用的,对8mm的槽进行铣削生产。完全知道产品的结构之后,确定坯料的大小,加工的种类,基准,生产路线,之后按照设计的生产工艺路线,算出来每个工序的数据。
论文设计的专用夹具是铣床的,将停机时间就变少了,那么生产效率自然就变高了。设计专用夹具的时候,首先分析零件的工艺,确定粗基准,精基准,进行必要的计算。设计一开始夹具首先要清楚它的结构工艺,那么论文设计的这个夹具构造要简单些,紧凑型要好,用起来也很便利,灵活性要好,主要是将生产效率变高,这就是设计的关键。
关键词:专用夹具;前盖;铣槽;工艺规程
Mechanical processing technology and special fixture design of front-end support cover parts
Abstract:The special fixture is specially designed for a certain working procedure of a certain kind of workpiece. Because there is no need to consider the versatility, the fixture can be designed with compact structure and easy operation. Various labor-saving mechanisms, power devices and indexing devices can also be used as required. Therefore, this kind of fixture can ensure high processing accuracy and labor productivity, but the fixture like Youhu has strong specificity, long design and manufacturing cycle, and high manufacturing costs. When a product changes, it is often scrapped because it cannot be used again. Therefore, this kind
The topic of this design is the design of end cover milling slot fixture. Cast iron is a popular material nowadays. Its comprehensive performance is good. Its function is to provide a strong guarantee for the stability of the connecting parts. Therefore, it is very meaningful to study it. The task of this design is to design a special fixture for milling 8mm oil tank. After fully understanding the structure of the parts, the blank size, manufacturing type, benchmark and processing route are determined
The special fixture for milling machine designed in this paper not only reduces the downtime, but also improves the production efficiency. When designing the special fixture, it should be based on the analysis of the process of the parts, the selection of rough and precise benchmarks and the necessary calculation. At the beginning of the design, the fixture pays attention to the structural technicality, so the structure of the fixture is simple and compact, and the operation is more convenient and flexible. More importantly, it plays a particularly prominent role in improving production efficiency, reflecting the main purpose of this design.
Key words: special fixture’ end cap’ milling groove’process specification
目录
摘 要 I
Abstract II
序言 1
1.1 夹具作用及组成 2
1.1.1 概念 2
1.1.2 夹具的作用 2
1.1.3 夹具的组成 3
第二章 零 件 的 分 析 4
2.1零件的作用 4
2.2零件的工艺分析 4
第三章 工 艺 规 程 设 计 5
3.1确定毛坯的制造形式 5
3.2基面的选择 5
3.2.1定位基准的选择 5
3.3制定工艺路线 6
2.3.1 确定毛坯的尺寸公差和加工余量 6
3.4工艺路线及工序顺序安排 7
3.4.1零件各表面加工顺序的确定 7
3.5制定工艺路线 9
3.6机械加工余量、工序尺寸及毛坯尺寸的确定 11
第四章 夹 具 设 计 22
4.1非标零件的设计 22
4.2卡具设计 23
4.3定位误差分析 26
4.4夹具设计及操作的简要说明 26
结 论 28
致 谢 29
参 考 文 献 30
序言
最开始十八世纪后期研发出来夹具,后来科技一直在发展,夹具从最开始是辅助工具,现在已经成为一种非常全面的工艺装备 [1]。
相关部门进行过统计,现在中小批量加工的产品是所有产品的85%,进行现代化生产,要求生产单位加工的产品不停的更新,这样才能够满足市场的需求,才能在市场竞争中存活下来。但是很多单位还是会用之前的专用夹具来进行刚生产,生产企业具备中等加工水平的,大概专用夹具有几千到几万套的样子;还有,在很多的加工单位里面,隔三年到四年的样子就要对专用夹具进行更新,更新到一半到八成的夹具,但是夹具真正的损耗只有10%~20%的样子。尤其是这些年,数控机床,加工中心,柔性生产系统这些新的生产技术使用到里面,对于机床几句的要求自然就更高了:
(1)标准化:机床夹具就是为了把生产率变高,那么一来不管是标准化还是通用化就更好,这两边都是有联系的,机床夹具标准化之后,能够用它来生产商品,那么准备花费的时间就没有那么长,这样生产的总花销自然就变少了。
(2)精密化:对于零件的生产精度来说机床夹具的精度会影响到它,现在机械加工的精度是越来越高,这样一来夹具的精度自然要求就更高了。
(3)高效化:这类夹具是用来把生产产品的时间变短,那么生产效率自然就变高了,车间里面的工人强度没有那么大。一般夹具是高效化的话,正常都是自动化的,并且这种夹具上会有夹紧装置的等。现在,不光在生产流水线上使用这种类型夹具,数控机床上,也别是加工中心上,有很多自动化夹具装在上面,这些夹具是能够进行自动更换的,这样一来数控机床的效率自然就很高了。
(4)柔性化:夹具的柔性化跟机床的是差不多的,也就是进行调整组合的办法之后,工艺就算有变化也是可以的。工艺会有变化的东西有:组合夹具,成组夹具,数控夹具等。要想对现在机械工业加工的要求进行满足,那么夹具的柔性化自然就更好,专用夹具的结构可以有两种,一个是可拆的,一个不可以拆,对可以调整的夹具来进行发展,这也是将来的主要发展方向[1,2]。
论文设计的这个夹具是铣键槽的,设计的时候,首先知道前盖铣槽零件有什么作用,有哪些结构特征,技术上有什么需求等;要对产品的工艺规程进行仔细的研究,完全知道这个工序里面需要进行什么生产,有哪些生产需要,清楚知道这道工序里面用的是什么机床,用的什么刀具,这样将定位基准定下来,工序大小也定下来,设计出满足这个工序需要的零件,这样就能够自动化生产,花销变少一点,将生产率变高,这样操作者工作的时候就没有那么累。
1.1 夹具作用及组成
1.1.1 概念
对产品进行生产用金属切削机床来进行,要想确保生产面的大小,样子还有彼此所处地点的就病毒,要让产品跟刀之间,跟机床之间进行切削生产的时候,待在正确的地方,之后对产品进行夹紧,并且能够进行安装。将产品装在机床上的部分就是夹具 。
1.1.2 夹具的作用
⑴ 工件方便定位精准,确保生产精度
在夹具里面装工件的时候,按照定位基准跟夹具上定位零件接触的时候,待在正确的地点。产品上需要生产的面,还有不需要生产的面彼此所处地点正确,通过夹具来确保,没有必要进行找正,就能够夹紧了。只需要在机床上将夹具安装在正确地点,那么确保产品对于刀具,对于机床进行切削生产时候,处在正确的地点。那么对一批产品进行生产的时候,能够让他们待在正确的地方,这样它的生产精度是非常稳定的,并且精度也很高。
⑵ 安装时间变快,将生产率提升
在夹具里面对产品进行定位,用它的定位零件,很快就能够实现了。但是对产品进行夹紧的时候,使用的夹紧装置有联动,快速的或者机动的等等,使用这些夹紧装置之后,辅助时间就没有那么长了,这样生产率就高了。
⑶将机床的工艺范围变大,这样一个机器好多功能
用了夹具之后,机床的工艺范围就变大了,要是工厂规模不大的,因为机床种类,规格,数量都不多,想要对现有的生产机器进行功能的开发,那么就需要设计更多的夹具安装在机床上,这样它的工艺范围才能加大,一个机器会有很多功能。
⑷ 用起来便利,安全性要好,这样对于工人的技术要求没有那么高,并且工人工作时候强度没有那么大。
夹具用了之后,用起来便利,更加安全,并且生产的产品质量都一样,这点跟操作者的技术水平没有关系,并且还能够让工人没有那么累 。
1.1.3 夹具的组成
机床夹具尽管有好多种,只是这些工作原理没有什么不一样,这些夹具的种类里面,结构一样的,或者零件一样的,对他们进行总结,这些组成部分相互是独立的,并且也彼此之间有联系。
a.定位支承元件
定位零部件或者是定位装置。比方说定位键,定位销等等。定位零件的精度对于生产产品的精度有直接的影响。
b.夹紧装置
用来夹紧的部分,它的组成有动力部分,中间传力装置还有夹紧零部件。
c.连接定向元件
连接零件,在机床上将夹具装放在正确地点,比方说定位销,螺栓等等。
d.对刀元件或导向元件
对刀零件或者是引导零件,通过它能够保证对刀处在正确的地方。
e.其它装置或元件
别的零部件或者装置,对于有的零件要是有特别要求的,比方说分度装置,上料装置,下料装置等等。
对于夹具来说,基础就是夹具体,可以将每一个夹具的零部件安装在上面,这样他们就成了一个整体。用的比较多的夹具体有铸造零件结构,锻造零件结构,焊接的结构,装配的结构,样子有回转体的样子,还有底座的形状等等。
前面介绍的每一个组成部分里面,夹具的基本组成有定位零件,夹紧部分,夹具体 。
参 考 文 献
[1]周世学.机械制造工艺与夹具[M].北京:北京理工大学出版社,1999.
[2]孙丽媛.机械制造工艺及专用夹具[M].北京:冶金工业出版社出版社,2003.
[3]方子良.机械制造技术基础[M]. 南京:南京理工大学出版社,2003.
[4]张世昌.机械制造技术基础[M].北京:高等教育出版社,2003.
[5]戴亚春. 机械制造工艺实习指导书[M]. 北京:化学教育出版社,2007.
[6]陈宏均.典型零件机械加工生产实例[M].北京:机械工业出版社,2004.
[7]于骏一.典型零件制造工艺[M].北京:机械工业出版社,1999.
[8]王凡.实用机械制造工艺设计手册[M].北京:机械工业出版社, 2008.
[9]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社, 2004.
[10]艾兴.切削用量简明手册[M].北京:机械工业出版社,2004.
[11]王启平.机床夹具设计(第二版)[M].哈尔滨:哈尔滨工业大学出版社,1996.
[12]东北工学院.机械零件设计手册[M].北京:冶金工业出版社,1993.
[13]蒋育华,刘燕德.前盖铣槽夹具结构及特点[J].南方农机,2001,(1)1-6
[14]王光斗.机床夹具设计图册[M].上海:上海科学技术出版社,1983.
[15]杨静声.铣槽夹具[J].机械工人.冷加工,1980,(3):21-23
[16]杨黎明.机床夹具设计手册[M].北京:国防工业出版社 ,1996.
[17]李庆寿.机床夹具设计[M].北京:机械工业出版社,1990.
[18]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2004.
[19]王辰宝.机械加工工艺基础[M].南京:东南大学出版社,1996.



