





















梨刀变速箱零件的工艺规程及钻4-Ø13孔的夹具设计
犁刀变速齿轮箱体的工艺规程编制
第一节 零件的分析
一、零件的作用
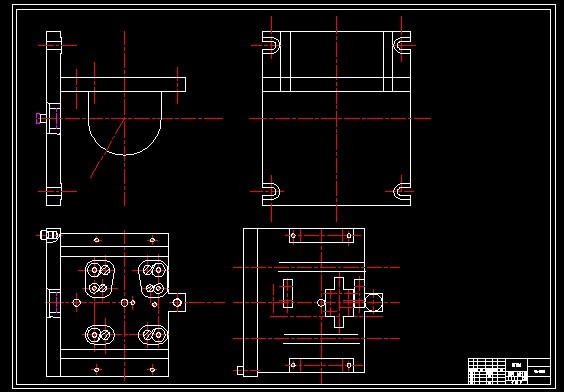
犁刀变速齿轮箱体是旋耕机的一个主要零件。旋耕机通过该零件的安装平面(即附图一零件图上的N面)与手扶拖拉机变速箱的后部相连,用两圆柱销定位,四个螺栓国定,实现旋耕机的正确连接。N面上的4-¢13mm孔即为螺栓联接孔,2-¢10F9孔为定位销孔。
如图2-1所示,犁刀变速齿轮箱体2内有一个空套在犁刀传动轴上的犁刀传动齿轮5,它与变速箱的一倒档齿轮常啮合。犁刀传动轴8的左端花键上套有啮合套4,通过拨叉可以轴向移动。啮合套4和犁刀传动齿轮5相对的一面都有牙嵌,牙嵌结合时,动力传给犁刀传动轴8。其操作过程通过安装在S¢30H9孔中的操纵杆3操纵拨叉而得以实现。
二、零件的工艺分析
由附图一得知,其材料为HT200。该材料具有较高的强度、耐磨性、耐热性及减振性,适用于承受较大应力、要求耐磨的零件。
该零件上的主要加工面为N面、R面、Q面和2-¢80H7孔。
N面的平面度0.05mm直接影响旋耕机与拖拉机变速箱的接触精度及密封。
2-¢80H7孔的尺寸精度、同轴度¢0.04mm,与N面的平行度0.07mm,与R和Q面的垂直度¢0.1mm,以及R相对Q面的平行度0.055mm,直接影响犁刀传动轴对N面的平行度及犁刀传动齿轮的啮合精度、左臂壳体及右臂壳体轴线的同轴度等。因此,在加工它们时,最好能在一次装夹下将两面或两孔同时加工出来。
2-¢10F9孔的尺寸精度、两孔距尺寸精度140+0.05mm以及140+0.05mm对R面的平行度0.06mm,影响旋耕机与变速箱联接时的正确定位,从而影响犁刀传动齿轮与变速箱倒档齿轮的啮合精度。
由参考文献[1]中有关面和孔加工的经济精度及机床能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。
三、确定毛坯—零件合图(附图二)
根据零件材料确定毛坯为铸件。又由题目已知零件的生产纲领为6000件/年。通过计算,该零件质量约为7kg。由参考文献[5]表1-4、表1-3可知,其生产类型为大批生产。毛坯的铸造方法选用砂型机器造型。又由于箱体零件的内腔及2-¢80mm孔均需铸出,故还应安放型芯。此外,为消除残余应力,铸造后应安排人工时效。
参考文献[1]表2.3-6,该种铸件的尺寸公差等级CT为8-10级,加工余量等级MA为G级。故取CT为10级,MA为G级。
铸件的分型面选择通过C基准孔轴线,且与R面(或Q面)平行的面。浇胃口位置分别位于C基准孔凸台的两侧。
参考文献[1]表2.3-5,用查表法确定各表面的总余量如表2-1所示。
表2-1 各加工表面总余量
加工表面 基本尺寸(mm) 加工余量等级 加工余量数值(mm) 说 明
R面
Q面
N面
凸台面
2-Φ80mm 168
168
168
106
80 G
H
G
G
H 4
5
5
4
3 底面,双侧加工(取下行数据)
顶面降一级,双侧加工
侧面,单侧加工(取上行数据)
侧面单侧加工
孔降一级,双侧加工
由参考文献[1]表2.3-9可得铸件主要尺寸的公差,如表2-2所示。
表2-2 主要毛坯尺寸及公差 (mm)
主要面尺寸 零件尺寸 总余量 毛坯尺寸 公差CT
N面轮廓尺寸
N面轮廓尺寸
N面距¢80mm孔中心尺寸
凸台面距¢80mm孔中心尺寸
2-¢80mm孔 168
168
46
100+6
¢80 —
4+5
5
4
3+3 168
177
51
110
¢74 4
4
2.8
3.6
3.2
第二节 工艺规程设计
一、定为基准的选择
精基准的选择:犁刀变速齿轮箱体的N面和2-¢10F9孔既是装配基准,又是设计基准,用它们作精基准,能使加工遵循“基准重合”的原则,实现箱体零件“一面两孔”的典型定位方式;其余各面和孔的加工也能用它定位,这样使工艺路线遵循了“基准统一”的原则。此外,N面的面积较大,定位比较稳定,夹紧方案也比较简单、可靠、操作方便。
粗基准的选择:考虑到以下几点要求,选择箱体零件的重要孔(即2-¢80mm孔)的毛坯孔与箱体内壁作粗基准:第一,在保证各加工面均有加工余量的前提下,使重要孔的加工余量均匀;第二,装入箱体内的旋转零件(如齿轮、轴套等)与箱体内壁有足够的间隙;此外还应能保证定位准确、夹紧可靠。
最先进行机械加工的表面是精基准N面和2-¢10F9孔,这时可有两种定位方案:
方案一 用一浮动圆锥销伸入一¢80mm毛坯孔中限制两个自由度;用三个支承钉支承在与Q面相距32mm并平行于去Q面的毛坯面上,限制三个自由度;再以N面本身找正限制一个自由度。这种方案适合于大批大量生产类型中,在加工N面及其面上各孔和凸台面及其各孔的自动线上采用随行夹具时用。
方案二 用一根两头带反锥形(一端的反锥可取下,以便装卸工件)的心棒插入2-¢80mm毛坯孔中并夹紧,粗加工N面时,将心棒置于两头的V形架上限制四个自由度,再以N面本身找正限制一个自由度。这种方案虽要安装一根心棒,但由于下一道工序(钻扩铰2-¢10F9孔)还要用这根心棒定位,即将心棒置于两头的U形槽中限制两个自由度,故本道工序可不用将心棒卸下,而且这一“随行心棒”比上述随行夹具简单得多。又因随行工位少,准备的心棒数量就少,因而该方案是可行的。
二、制定工艺路线
根据各表面加工要求和各种加工方法能达到的经济精度,确定各表面的加工方法如下:N面:粗车—精铣;R面和Q面:粗铣—精铣;凸台面:粗铣:2-¢80mm孔:粗镗—精镗;7级~9级精度的未铸出孔:钻—扩—铰;螺纹孔:钻孔—攻螺纹。
因R面与Q面有较高的平行度要求,2-¢80mm孔有较高的同轴度要求,故它们的加工宜采用工序集中的原则,即分别在一次装夹下将两面或两孔同时加工出来,以保证其位置精度。
根据先面后孔、先主要表面后次要表面和先粗加工后精加工的原则,将N面、R面、Q面及2-¢80mm孔的粗加工放在前面,精加工放在后面,每一阶段中又首先加工N面,后再镗2-¢80mm孔。R面及Q面上的¢8N8孔及4-M12螺纹孔等次要表面放在最后加工。
参考文献
1 李洪主编.机械加工工艺手册.北京出版社
2 孟少农主编.机械加工工艺手册.机械工艺出版社
3 机床夹具设计手册.上海科学技术出版社
4 王绍俊主编.机械制造工艺设计手册.机械工艺出版社
5 郑修本,冯冠大主编.机械制造工艺学.机械工艺出版社
6 刘有才,肖继德主编.机床夹具设计.机械工艺出版社
7 倪森寿主编.机械制造工艺与装备课程设计指导书.化学工业出版社
8 机械制图




