





推动架零件工艺夹具及三维设计
摘 要:本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部
分。首先,通过对牛头刨床推动架的分析,了解推动架在牛头刨床加工中的作
用。运用机械制造设计技术及相关课程的知识,解决推动架在加工中的定位、
加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适
的机床和刀具,保证零件加工质量。其次,依据推动架毛坯件和生产纲领的要
求及各加工方案的比较,制定切实可行的推动架加工工艺规程路线。最后,根
据被加工零件的加工要求,参考机床夹具设计手册及有关方面的书籍,运用夹
具设计的基本原理和方法,拟定夹具设计的方案,设计出省力、高效、经济合
理并且能保证加工质量的夹具。
关键词:推动架 机械加工 夹具设计
1绪论
1.1机械制造的概述和设计目的
机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、
生活方式、经营管理模式乃至社会的组织结构和文化。生产的发展和产品更新
换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械
加工工艺等提出了要求。[1]
在实际生产中,由于零件的生产类型、形状、尺寸和技术要求等条件不同,针
对某一零件,往往不是单独在一种机床上用某一种加工方法就能完成的,而是
需要经过一定的工艺过程。因此,我们不仅要根据零件具体要求,选择合适的
加工方法,还要合理地安排加工顺序,一步一步地把零件加工出来。
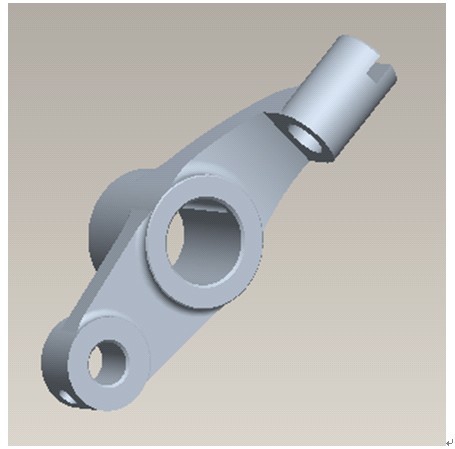
本次毕业设计是推动架零件的加工工艺及夹具设计,推动架是工业中应用广泛
的零件之一,生产量比较大,为保障产品质量,提高加工效益,需要对其加工
工艺进行优化设计,并在关键工序使用专用机床进行加工。工艺设计以保障质
量稳定、生产可靠为原则。对工件进行加工时,为保证加工要求,首先要使工
件相对刀具及机床有正确的位置,并使这个位置在加工过程中不因外力而变动
,为此,在加工过程之前,首先将工件装夹好,用夹具装夹有下列优点:能稳
定的保证工件的加工精度,能扩大机床的使用范围,能降低成本。
据资料所示,推动架是牛头刨床进给机构中的小零件,其主要作用是把从电动
机传来的旋转运动通过偏心轮杠杆使推动架绕其轴心线摆动,同时拨动棘轮,
带动丝杠转动,实现工作台的自动进给。在设计推动架机械加工工艺过程时要
通过查表法准确的确定各表面的总余量及余量公差,合理选择机床加工设备以
及相应的加工刀具,进给量,切削速度、功率,扭矩等用来提高加工精度,保
证其加工质量。
1.2机械加工工艺规程制订
1.2.1生产过程与机械加工工艺过程
生产过程是指将原材料转变为成品的全过程。它包括原材料的运输、保管于准
备,产品的技术、生产准备、毛坯的制造、零件的机械加工及热处理,部件及
产品的装配、检验调试、油漆包装、以及产品的销售和售后服务等。
机械工工艺过程是指用机械加工方法改变毛坯的形状、尺寸、相对位置和性质
使其成为零件的全过程。
机械加工工艺过程的基本单元是工序。工序又由安装、工位、工步及走刀组成
。
规定产品或零件制造过程和操作方法等工艺文件,称为工艺规程。机械加工工
艺规程的主要作用如下:
(1)机械加工工艺规程是生产准备工作的主要依据。根据它来组织原料和毛坯
的供应,进行机床调整、专用工艺装备的设计与制造,编制生产作业计划,调
配劳动力,以及进行生产成本核算等。
(2)机械加工工艺规程也是组织生产、进行计划调度的依据。有了它就可以制
定进度计划,实现优质高产和低消耗。
(3)机械加工工艺规程是新建工厂的基本技术文件。根据它和生产纲领,才能
确定所须机床的种类和数量,工厂的面积,机床的平面布置,各部门的安排。
目 录
1绪论 2
1.1机械制造的概述和设计目的 2
1.2机械加工工艺规程制订 3
2零件的分析 4
2.1零件的功用 4
2.2零件的技术要求 4
2.3零件的工艺分析 5
2.4确定零件生产类型 5
3选择毛坯,确定毛坯尺寸,设计毛坯图 6
3.1选择毛坯 6
3.2确定加工余量、毛坯尺寸和尺寸 7
3.3零件的毛坯图 8
4选择加工方法,制定工艺路线 8
4.1基准选择 8
4.2零件加工方法的选择 9
4.3工艺路线的制订 9
4.4工艺方案的比较与分析。 10
4.5工艺方案的经济技术比较 11
5选择加工设备及刀具、夹具、量具 11
5.1选择加工设备与工艺装备 11
5.2确定工序尺寸 12
6确定切削用量及基本时间 13
6.1工序3切削用量及基本时间的确定 14
6.2工序4和6 的切削用量及基本时间的确定 15
6.3工序7切削用量及基本时间的确定 15
6.4工序8的切削用量及基本时间的确定 16
6.5工序9切削用量及基本时间的确定 18
6.6工序10切削用量及基本时间的确定 18
6.7工序11切削用量及基本时间的确定 19
6.8工序12切削用量及基本时间的确定 20
6.9工序13切削用量及基本时间的确定 21
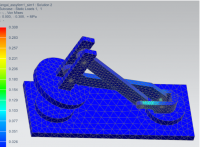
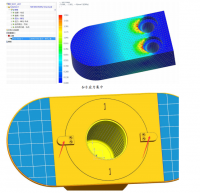
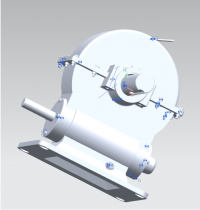
7夹具设计 22
7.1铣φ50端面夹具 22
8结论 22
参考文献 23
致谢 23
英文摘要 错误!未定义书签。
参考文献
[1]吴雄彪.机械制造技术课程设计[M].杭州:浙江大学出版社,2005.1
[2]李晓明.机械加工工艺规程制定[J].民营科技,2010第2期.
[3]邹青.机械制造技术基础课程设计指导教程[M].北京:机械工业出版社,
2004.8
[4]王先逵.机械加工工艺手册 单行本钻削、扩削、铰削[M].北京:机械工业出
版社,2008.6
[5]张世昌,李旦,高航.机械制造技术基础[M].北京:高等教育出版社,
2007.5
[6]陈家芳.实用金属切削加工工艺手册[M] . 上海科学技术出版社,2004.8
[7]黄如林,汪群.金属加工工艺及工装设计[M].化学工业出版社,2006,3
[8]赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1992
[9]孙本绪,熊万武.机械加工余量手册[M].北京:国防工业出版社,1999.11
[10]孙丽媛.机械制造工艺及专用夹具设计指导[M].冶金工业出版社,2002
[11]吴宗泽,罗圣国.机械设计课程设计手册[M].高等教育出版社,2002
[12]薛源顺.机械夹具设计[M].北京:机械工业出版社,2000.11
[13]曹岩.pro/E ENGINEER wildfire产品设计实例精解[M].机械工业出版社,




