
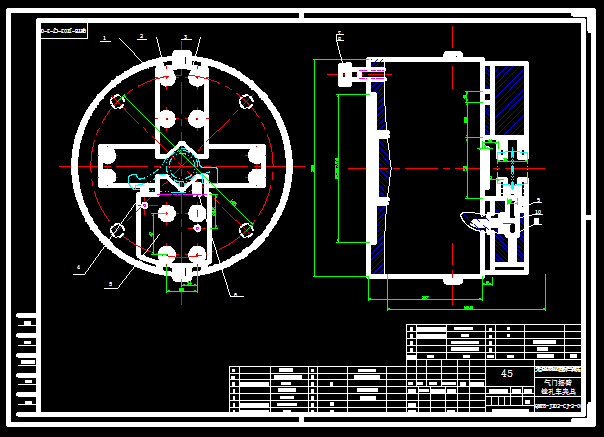





















气门摇臂机加工编制,镗孔φ26H7镗夹具设计
第二章 模的确定
2.1模的确定
2.1.1 对锻造零件的结构工艺性要求
(1) 结构力求简单、对称,横截面尺寸不应该有突然变化。
(2) 模锻件应有合理的锻造斜度和圆角半径。
(3) 材料应有良好的可锻性。
2.1.2 选定分模面
(1) 便于锻件从模镗中取出,一般分模面应选在最大尺寸截面上。
(2) 要保证金属易充满模镗。
(3) 有利于模锻制造,分模面应选在使模镗具有宽度最大和深度最浅的地方。
(4) 要保证便于发现上下横错差现象,分模面应使上下模镗沿分模面具有相同的轮廓。
(5) 应便于制造模具,分模面最好使平面,上下模镗深浅基本一致。
(6) 要保证锻件上所加工的余块最少,所以分模面应选在摇臂的对称面上。
由毛坯形状可采用轴向分模,这样可以使材料的利用率得到提高。为了便于起模以及便于发现上下模在模锻过程中错移,分模线位置选在零件俯视图的水平中心线上,分模线为直线。
2.1.3 加工余量 公差
钢质模锻件的机械加工余量按JB3835-85确定,根据估算锻件质量,,加工精度及锻件形状复杂系数,由《简明手册》 可查得除孔以外表面的加工余量表中余量值均为单边余量。
(1)锻件质量:根据成品质量0.3kg估算为0.6kg。
(2)加工精度:零件除控以外的各表面为一般加工精度 。
(3)锻件形状复杂系数s:
按 可定形状复杂系数0.3/0.6=0.5,属于一般级别。
参考文献 用查表法确定各表面的总余量
加工表面 基本尺寸 加工余量等级 加工余量数值
大端面 32 H 3
小平面 19 G 2
圆弧面 11 G 1.5
为了便于锻件从模镗中取出,锻件与模镗侧壁接触部分需要一定的斜度,此斜度称为拔模斜度,模锻斜度不包括在加工余量之内,一般取5°、7°、10°、12°等标准值。模镗深度与相应宽度的比值h/b越大,模锻斜度越大,因冷却引起收缩,锻件的内壁斜度β1、β2、应比相应的外壁斜度α1、α2高一级,一般为简化模具加工,同一锻件斜度可取同一数值。
摇臂 h/b=36/145=2.5
参考文献
[1] 李洪 机械加工工艺手册 北京出版社 1990
[2] 孟少农 机械加工工艺简明手册 第一卷 机械工业出版社 1991
[3] 赵如福 金属机械加工工艺简明手册 上海科学技术出版社 1990
[4] 徐圣群 简明机械加工工艺手册 上海科学技术出版社 1991
[5] 王少华 机床夹具图册 机械工业出版社 1991
[6] 孟宪栋 机床夹具图册 机械工业出版社 1992
[7] 郑修本 机械制造工艺学 机械工业出版社 1992
[8] 于光国 机床夹具设计 重庆大学出版社 1995
[9] 艾兴 切削用量简明手册 机械工业出版社 1994
[10] 刘守勇 机械制造工艺与机床夹具丛书 机械工业出版社 1994
[11] 陈宏钧 实用机械加工工艺手册(2) 机械工业出版社 2003
[12] 工程材料
[13] 金属工艺学(热加工)
[14] 相关参考文献:校园网相关数据库资料查询
[15] 孙丽媛 机械制造工艺及专用夹具设计指导 冶金工业出版社 2002
[16] 王启平等 机床夹具设计 哈尔滨工业大学出版社 1996
[17] 莫雨松等 互换性与技术测量 中国计量出版社 2000
[18] 赵运才 机电工程专业英语 北京大学出版社 2006
[19] 章跃 机械制造工程专业英语 机械工业出版社 2006
代写艺术专业毕业论文请登录:http://www.bysj1.com/html/4122.html





