





















端盖零件的机械加工工艺规程和钻孔夹具设计
摘要:
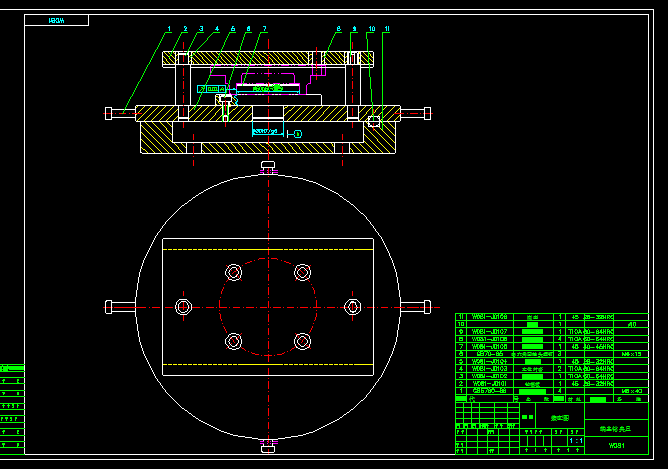
本次设计的主要内容是汽车法兰上的端盖加工工艺规程及4-φ9孔钻夹具的设计。端盖是法兰盘上的一个零件,与其它零件配对使用,其主要加工表面及控制位置为 孔和 外圆。由零件要求分析可知,保证 孔和 外圆尺寸的同时应该尽量保证其同轴度,这对于后工序装配和总成使用上来说都有重要影响。所以,工序安排时,采取以φ108大外圆粗定位夹紧加工后,对 孔和 外圆分粗精加工同时成型。因其粗糙度为Ra3.2,可直接车削满足。对于钻4-φ9孔时,主要以 孔定位,两铣削端面限位,控制其自由度,以达到加工出来的产品满足要求并且一致性好的目的。本文的研究重点在于通过汽车法兰端盖的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、设计高效、省力的夹具,通过实践验证,最终加工出合格的端盖零件。
关键词:端盖、加工工艺、钻孔、定位、夹具
第一章 绪 论
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
汽车工业是我国的四大支柱形产业之一,在当前经济形势整体企稳回暖、我国汽车产业趋向走好的背景下,各大汽车制造厂及零部件制造厂都扩产增销,推陈出新,行业形势出现“持续热销”的火热局面。改革开放以来,中国的汽车工业如同其它工业一样在开放与竞争中迅速成长。据国家统计局的统计资料显示,1990年中国的汽车产量仅有51.4万辆,其中轿车仅有3.5万辆,经过14年的努力,到2003年中国的汽车产量达到444.39万辆,与1990年相比增长了8.6倍,轿车产量达到202.01万辆,增长57.7倍。中国的汽车已快速进入家庭,因此带动了各汽车配件厂的快速发展。
本这设计的主要任务是汽车法兰上的一个端盖,其作用是连接配对零件并传递相关功能。
机械的加工工艺及夹具设计是在完成了大学的全部课程以后,进行的一次理论联系实际的综合运用。培养学生综合运用所学基础理论、专业知识与技能,独立分析与解决问题的能力,有助于学生对专业知识、技能的进一步提高,为以后从事专业技术工作打下基础。专用夹具的设计,对加工精度,提高加工效率,减轻劳动强度,充分发挥和扩大机床的性能有着重要的影响。本课题讨论的目的是通过分析汽车法兰端盖的特点,论述了设计时应注意的问题及其应用范围。
第二章 端盖零件的机械加工工艺过程分析
2.1计算生产纲领、确定生产类型
图1示为端盖零件,该产品年产量为4000件,根据其年需求量要求设定其备品率为10%,废品率为1%(含工废和料废),现制定端盖的机械加工工艺规程。
N=Q×n×(1+a+b) 件/年 (1)
式中:N——零件的生产纲领(件/年)
Q——产品的年生产量(台/年)
n——每台产品中该零件数量(件/台)
a——零件的备品率
b——零件的平均废品率
N=4000×1×(1+10%+1%)=4440(件/年)
端盖年需求量为4440件,因已知该产品为轻小型机械,根据教材和手册中生产类型及生产纲领的关系,确定其生产类型为中批生产。
目 录
第一章 绪论 1
第二章 端盖零件的机械加工工艺过程分析 2
2.1计算生产纲领、确定生产类型 2
2.2 零件的分析 2
2.3 选择毛坯 3
2.4工艺规程设计 3
2.4.1定位基准的选择 3
2.4.2零件加工方法的选择 3
2.4.3制定工艺路线 4
2.4.4确定机械加工余量及毛坯尺寸,设计毛坯——零件综合图 4
2.4.5工序设计 5
2.4.6确定切削用量及基本时间(机动时间) 11
第三章 机床夹具设计 19
3.1拟定夹具的结构方案 19
3.1.1 确定夹具的类型 19
3.1.2 确定工件的定位方案 19
3.1.3确定工件的夹紧形式 20
3.1.4确定刀具的导向方式或对刀装置 20
3.1.5确定其它机械,如分度、装卸用的辅助装置等 20
3.1.6夹具体的结构类型设计 20
3.1.7夹具总图设计 21
3.2 夹具精度的校核 21
结论 23
致谢 24
参考文献 25
英文翻译 26
附录:表2机械加工工艺过程卡片
5份机械加工工序卡片
A1 CAD工序图
A2 CAD夹具装配图
A3 CAD零件图
A4 CAD毛坯图
参考文献
[1]王光斗,王春福.机床夹具设计手册.第三版.上海科学技术出版社, 2002.
[2]田玉顺.机械加工技术手册.北京出版社.1992.
[3]北京第一通用机械厂.机械工人切削手册(修订第2版).机械工业出版社.1993.
[4]孟少农.机械加工工艺手册(第1、第2、第3卷).机械工业出版社.1996.
[5]杨叔子.机械加工工艺师手册.机械工业出版社.2004.
[6]徐灏.机械设计手册(第1、第2、第3、第4、第5卷).机械工业出版社. 1995.
[7]金属机械加工工艺人员手册修订组.金属机械加工工艺人员手册.上海科学技术出版社.1982.
定做机械proe专业毕业设计请登录:http://www.bysj1.com/html/4348.html
定做注射模具专业毕业设计请登录 :http://www.bysj1.com/html/4282.html




