





















盖零件机械加工工艺规程制订及工序工艺装备设计(代做工艺夹具毕业设计多少钱?)
一、设计题目(附图):
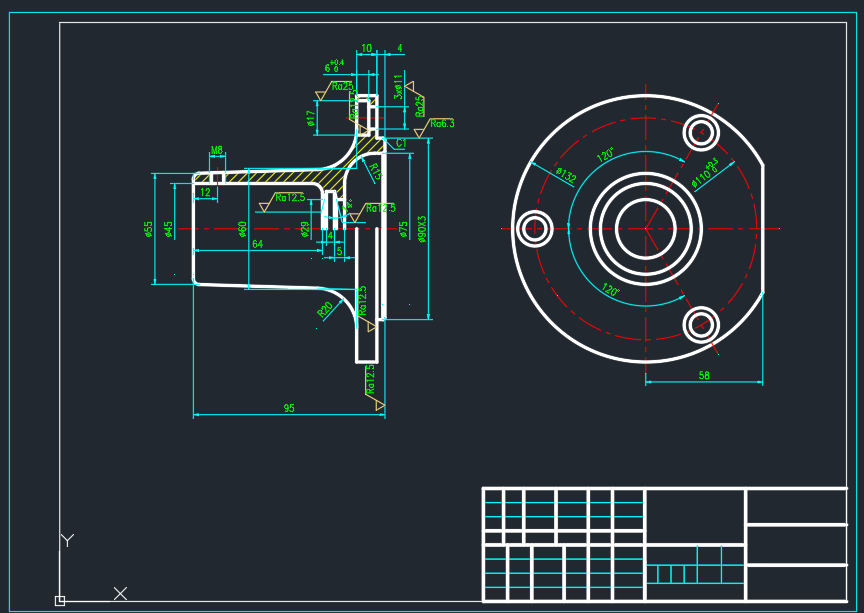
盖 零件机械加工工艺规程制订及第 30 工序工艺装备设计。
二、设计条件:
l、零件图; 2、生产批量:中批量生产。
三、设计内容:
1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件二维图、三维图;
2、毛坯选择: 1)、毛坯类型; 2)、余量确定; 3)、绘制毛坯二维图、三维图。
3、机械加工工艺路线确定: 1)、加工方案分析及确定; 2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工序尺寸及其公差确定: 1)、基准重合时(工序尺寸关系图绘制); 2)、利用尺寸关系图计算工序尺寸; 3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:
6、切削用量及工时定额确定: 确定每道工序切削用量及工时定额。
7、工艺文件制订: 1)、编写工艺设计说明书; 2)、填写工艺规程(工艺过程卡片和工序卡片)。
8、指定工序机床夹具设计: 1)、工序图分析; 2)、定位方案确定; 3)、定位误差计算; 4)、夹具总装图绘制。
9、指定工序刀具、量具设计。(绘制刀具、量具工作图)
四、上交资料(全部为电子文稿):
1、零件机械加工工艺规程制订设计说明书一份(按统一格式撰写);
2、工艺文件一套(工艺过程卡片、每一道工序的工序卡片含工序附图);
3、零件二维图、毛坯二维图各一张,零件三维图、毛坯三维图各一张;
3、机床夹具设计说明书一份(按统一格式撰写);
4、夹具总装图一张(A4图纸),全部非标零件图(A4图纸),指定夹具零件的三维图一张;
5、刀、量具设计说明书一份(按统一格式撰写);
6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
1.1零件结构功用分析
(1)功用:防尘密封,定位,导向作用。
(2)特点:该零件结构简单,主要表面由内,外圆表面和端面组成。
1.2零件技术条件分析
1)尺寸精度分析
(1)孔深6+0.40(IT15);其余外圆;内孔;端面等尺寸精度等级均为自由公差IT11。
2)形状精度分析
该零件的形状精度要求不高,均在尺寸范围内。
3)位置精度分析
外圆与内孔轴线的同轴度公差及端面与轴线的垂直度公差均在尺寸公差的范围内。
4)表面粗糙度分析
(1)? 90外圆的表面粗糙度为Ra=6.3
(2) ?17孔内壁的表面粗糙度为Ra=25
(3)宽4的槽的表面粗糙度为Ra=25
(4)截面的表面粗糙度为Ra=12.5
1.3零件结构工艺性分析
该盖的结构简单,精度要求不高,工艺性较好。
2.毛坯选择
由于该盖材料为HT15-32且在工作中承受冲击载荷很小,所以确定毛坯类型为铸件。
2.1毛坯类型
毛坯类型为铸件,生产类型为中批,零件要求精度不高,结构简单。所以选择毛皮制造方法为金属模机器造型。
2.2毛坯余量确定
(1)确定毛坯余量:查表5-5得加工余量等级为E-G,取F;查表5-4铸件机械加工余量,根据实际加工条件和零件结构,适当扩大毛坯余量,确定单边为2mm
(2)确定毛坯尺寸公差:查表5-2成批和大量生产铸件的尺寸公差等级为8-12CT,取10;查表5-1铸件尺寸公差数值。确定外圆公差为3.6mm,孔的公差为2.4mm两端面尺寸公差为3.2mm。
参考资料
(1)《车工工艺学》,中国劳动社会保障出版社,2005.6
(2)《机械制造基础》,杨仲冈主编,北京:中国轻工业出版社,1999.10
(3)《机械制造工艺学》,陈明主编,北京:机械工业出版社,2005.8
(4)《现代制造工艺基础》,阎光明、侯忠滨、张云鹏编,西安:西北工业大学出版社,2007.8
(5)《数控加工工艺及设备》,田萍主编,北京电子工业出版社,2005.3
(6)《机械设计基础》,万苏文主编,重庆:重庆大学出版社,2005.8
(7)《数控车削加工技术》,姜慧芳主编,北京理工大学出版社,2007.8
(8)《机械制造技术基础》,覃玲、冯建雨主编,北京:化学工业出版社,2005.11
(9)《机械加工设备》主编郑喜朝
(10)《精密切削加工技术》主编殷雪艳
(11)《互换性与测量技术》主编徐秀娟
(12)《精密机械制造工艺设计》主编任青剑
(13)《精密典型零件工装设计》主编史朝辉
(14)《机械设计基础知识》主编卜新民
(15)《CAD/CAM应用技术》主编高汉华
(16)《机械制造技术实训教程》主编黄雨田 殷雪艳
(17)《机械制图》 主编徐秀娟
(18)《工程材料及热加工基础》主编杜伟





