





















双耳止动垫片冷冲模设计
摘要:本论文首先要介绍的是冷冲压模具的现状及发展前景,还有课题双耳止动垫片,选择级进模模具来设计的原因。根据已经确定好尺寸的双耳止动垫片,计算出凸凹模刃口尺寸;设计出排样图,确定条料尺寸,计算出凸凹模板轮廓尺寸。然后查找工具书,选择合适的标准模架。从而完成模具的结构设计。在模具被构造出来之后,其三维模型可以使用NX辅助设计出来,再使用AutoCAD软件进行细节调整,完成模具装配图及个零件图的最终制凸。设计、完善图纸的过程,让我收获很多,对专业知识整体认识更进一步。
关键词:冷冲压模具;结构设计;工艺分析;NX软件。
Cold stamping die design for loch washer with double ears The Abstract: This paper first to introduce the cold stamping die status and development prospects, as well as the subject of double ear stop gasket. Composite die to design the reason. According to the predetermined size of the double lug
stop washer, the cutting edge size of the die is calculated. Determine the size of
the strip, calculate the outline size of solution and concave template. Then find reference books. Choose the appropriate standard die frame. And the assembly
drawing of the mold is completed with AUTOCAD software. In this graduation
project. I have completed the translation of an English document related to my major. This graduation project enables me to systematically master the structure design and process analysis of cold stamping die. And gain a deeper understanding of professional knowledge.
Keywords: cold stamping die, Structural design; The Process analysis NX software.
目录
第一章 诸论
1.1双耳止动垫片冷冲模设计课题的背景及意义
1.2冷冲模行业国内外研究现状
1.3冷冲模技术特点
1.4冷冲模设计课题研究的内容
第二章 零件冷冲压工艺性分析
2.1冲裁件
2.1.1冲裁件材料的选择
2.1.2冲裁件结构分析
2.1.3冲裁件尺寸精度
2.2冲裁模的选择
2.2.1方案一─单工序模生产
2.2.2方案三─复合模生产
2.2.3方案二─级进模生产
第三章 零件冲裁工艺设计
3.1排样方式的确定及计算
3.1.1确定搭边值
3.1.2排样设计
3.2冲压力的计算
3.3压力中心的计算
3.4凸、凹模刃口尺寸的计算
第四章 工作零件结构设计
4.1工艺类零件
4.1.1凹模设计
4.1.2凸模设计
4.1.3卸料板设计
4.2结构类零件
4.2.1凸模固定板设计
4.2.2上下模座设计
4.2.3导柱、导套设计
4.2.4标准圆柱销和圆柱螺钉的选择
第五章 结论
小结与致谢
参考文献
第一章诸论
1.1双耳止动垫片冷冲模设计课题的背景及意义
这是一篇毕业设计。这是一篇关于模具的毕业设计。这是一篇关于冷冲模的毕业设计。是三年大学时光,学到的知识的综合运用,是学校、老师对我们能力的检测报告。据了解,国内的许多的大专院校,已经取消了毕业设计这一环节。我很庆幸,学校的坚持。能够和指导老师一起探讨学问,了解行业现状,结合书本,综合实际,对我们进入工作单位,走入社会,都有很大益处。知识需要反复咀嚼,去想去思考,才能有所得。总所周知,毕业设计难度很大。知难如上,迎难而上,也是对我们学子心性的考验,教会我们的不止知识,还有勇敢、创新、独立、团结合作的优秀品质。
1.2冷冲模行业国内外研究现状
本次课题研究的,是冷冲压模具。因为冷冲压模具,具有上面所说的那么多优点,所以在国民经济中的很多领域都有运用。例如,航空航天零件、机械电子信息、汽车覆盖件、武器、日用电器及轻工业等产业都要用到冲压加工方式。冲裁件不止在产业中有用,日常生活中 ,很多地方都要用到。可以冲压的材料不止黑金属和有色金属,某些非金属材料也可以。冲压可制造钟表及仪器中的小型精密零件,也可制造汽车、拖拉机的大型覆盖件。
论文中研究的模具变形性质属分离工序。冲压工艺还有一类叫成形工序。论文中,用到的是分离工序中的冲孔和落料两种工序,冲出废料,落下所需零件。
世界科学在不停脚步的前进,工业生产技术也随之快速成长,冷冲压工艺和冲模水平也在不断提高。据资料显示,冲裁加工工艺未来的成长方向有以下几方面:
(1)工艺分析计算的现代化。工艺分析计算的进步,有目共睹。之前完全是设计人员笔算加计算器辅助,计算各种力的大小、强度极限的,随着计算技术的发展,可以把设计出的模具部件3D模型导入计算机辅助设计软件,就可以让计算机计算想要的力,模拟形变情况。以便及时修改调整,减少经济损失。利用计算机模拟,比之前的经验之谈更直观,更可靠,降低了人为因素的误差影响。
(2)模具计算机辅助设计、制造与分析( CADACAM/CAE)的专研和运用,将在保证模具制造品质的同时,很大提升模具制造的速度,有望使模具设计与制造技术实现 CAD/CAM/CAE一体化。
(3)冲压生产的自动化。人不是机器,长时间劳作会疲劳,速度会慢下来。大型零件的制造,目前已实现了自动化。利用各个机器相组合,从板料的送料,冲裁加工,取出零件,最后计算机进行质量检测。机器的辅助,减轻了人力的负担,大大提升了加工速度。
(4)因为市场的多样性,加工生产的大批量有,各种各样小批量生产照样很多。不能只为了经济最大化,就盲目求大,发展适合小批量生产的模具,保证行业的丰富性和灵活多样性一样重要。
模具是工业之母。纵观世界上工业发达的国家,他们的模具行业发展都很快。查阅相关资料得知,现在模具行业的生产总值,已经占到机械大类生产总值中的主要部分。模具工业在这些国家已经从从属行业,跃居国家国民经济的基础工业之一。模具制造技术,特别是制造精度高的、外形复杂的、形状大的、使用时间长的模具的技术,已经是判断一个国家机械制造业水平高低的重要标杆之一。模具工业的发展,是与时俱进的,电火花、3D打印、电子计算机等新兴技术和加工设备的应用给模具设计和制造拓展了新的前进方向。
过去的几年里,由于我国经济和产品制造业的飞速发展,带领模具制造业走向了快速发展的时期。资料显示,我们国家,除去台湾、香港、澳门地区外,已经有超过2000多家模具生产场地,从事模具工作的60多万人,生产总值每年可以超过一亿元的大型模具企业,已经超过十多家。虽然我们国家的模具行业已经有了快速的发展,可我们国家的总体经济也在更高速的发展,势必对模具行业总体的发展有更高的要求。尤其是我国加入世界贸易组织之后,模具制造行业更是和外国的同行进行较量。
1.3冷冲模技术特点
冲裁模具加工与别的加工方式相比,有以下几个方面的特点:
(1)冲压来的零件的大小和轮廓外形及其精度,是由设计出的模具来确保的,其特点是和想要的零件一模一样,所以制件精度品质好,标准化程度高。
(2)相似于活字印刷术,只要可以制造出凸模、凹模,保证配合精度,就能制造出各种想要的零件,形状、薄厚都不计较。
(3)冲压加工一般不需要加热板料或者冲孔、落料的凸、凹模。设计出合理经济的排样图,废料是很少的。所以冲压加工,节能、节约用料。
(4)冲压模具的冲压力来自压力机,当选用高速压力机冲压时,生产几百上千件都是分分钟的事,相当高效快速,可大批量生产。
1.4冷冲模设计课题研究的内容
冲压加工是使用放在压力机上的特制模具,通过压力机,对板料作用变形力使之形变,从而获得我们所需要的产品零件的一种生产技术。冲压加工具有许多别的加工工艺无法比拟的优势。冲压加工也被人叫做冷冲压加工,此处的“冷”,不是常温下一般意义上的冷,而是和工业加工中的需要提前预热的加工条件相比,不需要加热直接在室温下进行加工,就是“冷”。冲压加工,对工作环境条件要求不高,节省能源,加工过程相对简单。
此次毕业设计,要解决的的问题,是如何根据已知的双耳止动垫片,设计出一副能够生产它的模具。尽可能的贴近社会生产的实际要求,要考虑到工厂的实际生产能力,零件的加工效率。要解决如何缩短模具设计周期的问题。
设计出来模具,由压力机给予冲压动力。板料、模具和冲压设备是构成冲压加工的三个必备要素。我将在下面的论文说明书中,逐一介绍模具的工艺分析过程、主要零件的尺寸设计及结构设计。
第二章 零件冷冲压工艺性分析
1.1冲裁件
1.1.1冲裁件材料的选择
课题中双耳垫片的材料,采用A2,即304不锈钢。304钢有很好的冲压特性,在很多领域都有用到。本身有较好的耐腐蚀性,耐热性,低温强度。价格相对便宜,经济效益较高,本次设计的零件使大批量生产,是本课题冲裁材料的首先。
根据《机械设计手册》【1】可知,A2抗拉强度≥515-1035MPa,条件屈服强度≥205。
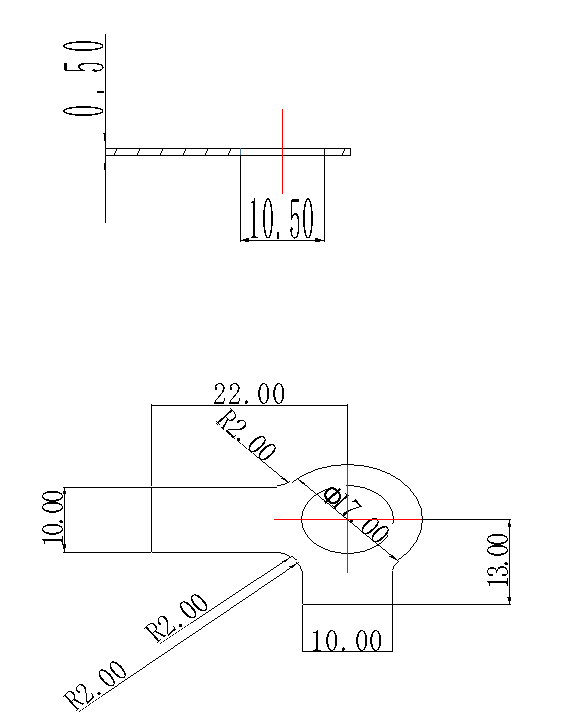
1.1.2冲裁件结构分析
查找《机械设计手册》【1】,选择规格M10的双耳止动垫片,为本次课题的研究对象。画零件二维图。对照《冷冲压工艺与模具设计》【2】一书中,对模具 孔边距与凹模壁厚的要求,得零件标准孔边距在凸凹模壁厚允许的范围内,可以冲裁。零件拐角采用R2圆角光滑相连接,因此,更有利于冲裁。
参考文献
[1]金龙建.多工位级进模设计实用手册[M].北京:机械工业出版社,2015.



