





















《直流牵引电磁铁安装底板》冷冲模设计
冲压括技术和经工艺分析主要考虑产品的冲压成形工艺,最主要的是包括容。在技术方面,根据产品图纸,主要分
析零件的结构特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求;在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益。因此工艺分析,主要是讨论在不影响零件使用的前提下,能否使零件以最简单最经济的方法冲压出来。
⑴影响冲压件工艺性的因素很多,从技术和经济方面考虑,主要因素:
1.冲裁件结构特点,内、外形复杂程度;
2.冲裁件外形和内孔圆角半径的大小;
3.冲裁件凸出的悬臂与窄槽的宽度的大小;
4.冲孔时孔的大小;
5.冲裁时孔与孔之间、孔与边缘之间距离;
6.冲压材料,是否是常见材料。
7.生产批量的大小
8.冲裁件的尺寸要求,表面粗糙度要求,尺寸公差要求等。
⑵本冲压件工艺分析如下:
1.结构分析 10号钢为优质碳素结构钢,具有良好的塑性性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等。适合冲裁加工。形状不是太复杂,主要是圆形、圆弧形及直线构成的形状。
2.冲压材料为,是常见的冲裁材料。
力学性能:抗拉强度350 σb (MPa;350(查参考文献[4]P411页,表7-1)
抗剪强度 τ(MPa):450
伸长率 δ10 (%): 23
屈服点σs (MPa):240
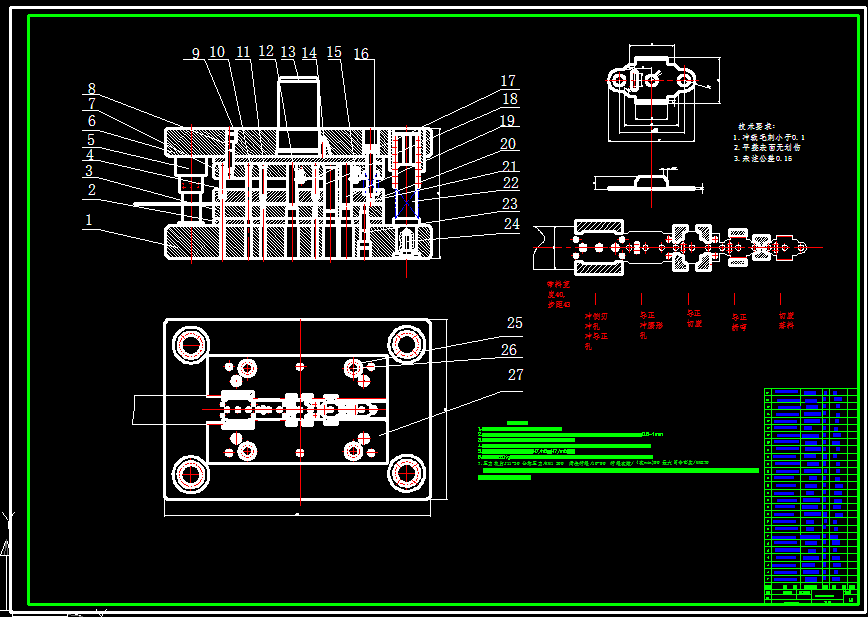
由于零件是一个平面形状,内部有3个小圆孔和一个大孔,外部是日。关键是冲孔和落料能否同时进行。
3.生产批量。本冲裁件产量为200万件/年,因此属于大批量生产,可选用连续模和高效冲压设备,以提高生产效率,降低生产成本。
4.冲裁件的尺寸要求,表面粗糙度要求,尺寸公差要求。
本零件尺寸没有较高的要求,除两个中心距尺寸外均为未注公差尺寸。未注公差尺寸公差均按IT14级计算。表面粗糙度没有特殊要求。
目 录
1.毕业实践任务书…………………………………………………
2.冲压件产品图……………………………………………………
3.说明书正文………………………………………………………
4.参考文献…………………………………………………………
5.外文翻译…………………………………………………………
6.毕业设计小结……………………………………………………
参考文献
[1] 成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006.
[2] 杨关全.冷冲模设计资料与指导.大连:大连理工大学出版社,2009
[3] 袁小江.模具制造工艺.北京:机械工业出版社,2011
[4] 钱可强.机械制图(第二版).北京:高等教育出版社,2007.
[5] 高晓康.互换性与测量技术.修订版.北京:高等教育出版社,2009.
[6] 王新华.简明冲模设计手册[M].北京:机械工业出版社,2008.
[7] 姜伯军.级进冲模设计与模具结构实例[M].北京:机械工业出版社,2008.
[8] 国家质量技术监督局.GB/T 119.1—2000 圆柱销 不淬硬钢和奥氏体不锈钢[S].北京:中国标准出版社,2001.
[9]中华人民共和国国家发展和改革委员会.JB/T 7648.2—2008 冲模侧刃和导料装置第2部分:A型侧刃挡块[S].北京:机械工业出版社,2008
[10] 姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,2007.
[11] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 15055—2007 冲压件未注公差尺寸极限偏差[S].北京:中国标准出版社,2007.





