
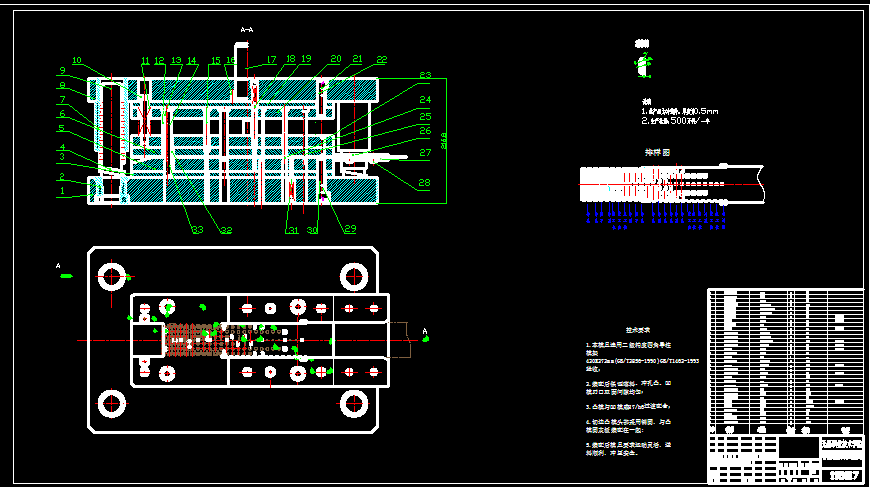





















启动电机壳体冷冲模设计
图中有共有3个尺寸未注公差,查相应《国标》确定其公差和偏差。对照参考文献[1],P1~P2,这3个尺寸可分为二类。第一类,未注公差冲裁件线性尺寸,尺寸有:φ45;第二类,未注公差成形圆角半径线性尺寸,尺寸有:R1.5、R0.5。下面查对应表确定其公差和偏差。
第一类,未注公差冲裁件线性尺寸,查参考文献[2],P3~P4,表1未注公差冲裁件线性尺寸的极限偏差,公差等级取m级,可得尺寸φ45的公差和偏差尺寸分别为:φ45±0.55。
第二类,未注公差成形圆角半径线性尺寸,查参考文献[2],P5,表2未注公差成形圆角半径线性尺寸的极限偏差,可得这2个尺寸的公差和偏差,最终这2个尺寸为: 、 。
1.2 冲压件的工艺性分析
工艺分析包括技术和经济两方面内容。在技术方面,根据产品图纸,主要分析零件的形状特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求;在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益。因此工艺分析,主要是讨论在不影响零件使用的前提下,能否以最简单最经济的方法冲压出来。
一、冲压件工艺性的因素很多,从技术和经济方面考虑,主要因素:
1.件的外形为圆形,外形简单均匀,适宜冲裁。
2.件无细长的旋臂与窄槽,模具结构简单,适合冲裁。
3.料为08F钢,是常用的冲裁拉深材料,具有良好的冲裁性能和较好的拉深性能。
4.件尺寸属于装配要求不是精确尺寸,可按一般精度定为加工尺寸。
5.产批量,一般来说,大批量生产时,可选用连续和高效冲压设备,以提高生产效率;中小批量生产时,常采用简单模或复合模,以降低模具制造费用。
6.型件的直径尺寸要求较高,需作整形。表面粗糙度要求不大,拉浓变形量很大,容量引起破裂,需作多次拉深或正反拉深。
7.角半径最小为R0.5,不满足最小圆角半径要求。
综上所述,此工件适宜冲裁和拉深。
二、压件工艺分析如下:
1.图形分析 形状较简单,且左右、前后对称,主要是拉深形状。
2.尺寸分析 尺寸公差主要部份都已经有了,其余尺寸不重要,拉深部分直径公差要求较高。
3.材料 08F,是适合拉深的钢,但拉深较深时,需考虑周全。
毕业设计资料
目 录
1.毕业实践任务书…………………………………………………
2.冲压件产品图……………………………………………………
3.说明书正文………………………………………………………
4.参考文献…………………………………………………………
5.外文翻译…………………………………………………………
6.毕业设计小结……………………………………………………
参考文献
[1] 姜奎华.冲压工艺与模具设计[M].北京:机械工业出版社,2007,63-217.
[2] 翁其金.冷冲压技术[M].北京:机械工业出版社,2006,30-60.
[2] 王芳.冷冲压模具设计指导[M].北京:机械工业出版社,2003,30-231.
[3] 成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2006(第二版),14-58.
[5] 黄毅宏,李蛤辉.模具制造工艺[M].北京:机械工业出版社,2003,56-70.
[6] 李德群,唐志玉.中国模具设计大典[M].南昌:江西科学技术出版社,2003,18-52.
[7] 虞传宝.冷冲压及塑料成型工艺与模具设计资料[M].北京:机械工业出版社1992,19-40.
[8] 季忠,王晓丽,刘韧等编着.《冲压模具设计自动化及实例》[J] .北京:化学工业出版社,2006,55-80.
[9] 薛启翔等.冲压实用技术.北京:机械工业出版社[M],2006,32-76.
代写汽车专业毕业论文请登录 :http://www.bysj1.com/html/4168.html




