





















C6132车床丝杠的加工工艺设计
摘 要
C6132车床丝杠是比较典型的丝杠类型,属于细长轴,本文从作用、结构简介及工艺特点等方面进行零件的分析。对加工前的准备工作进行说明,比如毛坯的预备工序、机械加工工序、材料的选择。对于加工过程中会出现的问题进行分析及如何避免问题的出现、如何去解决问题。同时也对细长轴的工件安装进行说明、最后对切削用量问题也进行了探讨。
通常轴的长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。细长轴在精密机械设备和仪器仪表中使用很多。针对现有加工手段存在工序复杂、精度不易保证、加工效率低下等特点,提出了甚于自适应控制思想的高精度细长轴高效数控加工系统的解决方案。零件的工艺生成是从零件到毛坯的逆向推理,创成各个表面要素的加工链,通过对加工链的分析与重构,生成零件的机械加工工艺。对组合夹具在柔性制造系统中的应用现状做了简要介绍,重点讨论模具设计的发展方向和趋势,具体分析以及相关信息的处理等步骤的阐述其中,工艺文件的创成这一环节涉及很多方面:加工方法的确定、加工顺序的确定、工艺尺寸链的计算、刀具和量具的选择、机床的选择、夹具的确定以及毛坯的设计。采用该系统可以很方便高效地加工出各种高精度细长轴。在控制好数控随动支架的位移精度和检测系统的精度的前提下,还可以实现超高精度.超长细长轴的高效自动加工。
关键词:C6132车床丝杠 细长轴 数控 精度 C6132车床丝杠
前言
C6132车床主要主要用于各种回转体零件的外圆、内孔、端面、 锥度、切槽及公制螺纹、模数螺纹、径节螺纹等的车削加工,此外还可以用来进 行钻孔、铰孔、套料、扩孔、滚花、拉油槽等加工。C6132车床刚性强,适合于使用硬质合金刀具对各种黑色金属和有色金属进 行强力切削和高速切削。
丝杠是一种精度很高的零件,它能精确地确定工作台坐标位置,将旋转运动转换成直线运动,面且还要传递一定的动力,所以在精度、强度及耐磨性等方面都有很高的要求,而C6132车床丝杠是比较典型的细长轴类型。
通常轴的长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。细长轴刚性较差,在加工过程中因床及刀具事业者多因素等影响,工件易产生,弯曲腰鼓形,多角形,糖糊芦形等等缺陷,特别是磨削加工中一般尺寸占差,表面粗糙度又要求较高,又因磨削时工件一般要求淬火式调质等热处理要求,磨削时的切削热更容易引起工件变形等等,因此如何解决好上述的问题,便成了加工超细长轴关键问题。
这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度。同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。
目录
摘 要 1
Summary 2
前言 6
第一章 细长轴车削的工艺特点 8
1.1引起细长轴产生弯曲变形的原因 8
1.1.1切削力导致变形 9
1.1.2切削热产生的影响 10
第二章 加工前的准备工作 10
2.1机床的选择与调整 10
2.2跟刀架调整 10
2.3原材料的选择 11
2.3.1毛坯和材料 11
2.3.2 40Cr 11
2.3.3 棒料的校直 12
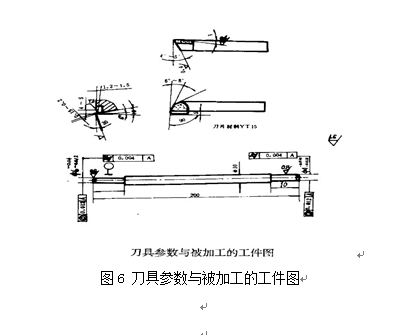
2.4 刀具的选择 12
第三章 C6132车床丝杠加工工艺路线设计 13
3.1 零件分析 13
3.3.1零件的作用 13
3.3.1零件的结构简介 13
3.2丝杠的结构特点及技术要求 13
3.3丝杠材料的选择 15
3.4拟定加工路线 15
第四章C6132车床丝杠加工工艺设计 20
4.1C6132车床丝杠的加工工艺 20
4.1.1零件的结构工艺分析 20
4.2毛坯的预备工序 20
4.3机械加工工序 20
4.4C6132车床丝杠加工中的问题 20
4.4.1丝杠的校直 20
4.4.2工艺基面的加工 21
4.4.3螺纹的粗精加工 21
4.5细长轴的工件安装 22
4.5.1在双顶尖间或一夹一顶安装工件 22
4.5.2用中心架加工工件时装夹和找正 22
4.5.3机床、刀具、夹具的选择 22
4.6切削用量的选择 23
第五章提高丝杠加工工精度的措施 25
5.1丝杠加工中的常见问题 25
5.2提高细长轴加工精度的方法 25
5.2.1选择合适的装夹方式 26
5.3减少细长轴受力变形的方式 27
5.3.1采用中心架和跟刀架 27
5.3.2选择合理的刀具角度 28
5.3.3垫块 29
5.4采用反向切削法车削细长轴 29
5.5合理的切削量 30
5.5.1切削深度 30
5.5.2进给量 30
5.5.3切削速度 31
5.6选择合理的刀具角度 31
第六章结论 33
致谢 35
参考文献 36
附件: 37
附图一:C6132零件图 37
附图二:C6132半精加工:车两端 38
附图三:C6132半精加工:切螺纹退刀槽 39
附图四:C6132半精加工:粗车螺纹 40
附图五:C6132半精加工:粗磨两端 41
附表1:机械加工工艺过程卡 42
附表2:机械加工工艺卡 44
附表3:机械加工工序卡 47
外文翻译 53
参考文献
王绍林.《机械制造工艺与装备》.北京:中国劳动社会保障出版社.
葛中民.《机械设计基础》.北京:中央广播电视大学出版社.
车路.《车工技术丛书》.北京出版社,1993.05
任信华.《车工工艺学》.科学普及出版社,1985.01
赵志修.《机械制造工艺学》.机械工业出版社,1985.03
顾崇衔.《机械制造力学分析》.机械设计与制造,2004.10
中国机械工程学会第一机械工业部.《机修手册》<设备零件的修复及加工工艺>北京机械工业出版社,,1981.4
徐振宇.《机械零件》.北京:高等教育出版社,1983
雷红.《机械工程基础》.哈尔滨:黑龙江出版社,2002
唐宗军.《机械制造基础》.大连:机械工业出版社,1997
吴祖育,秦鹏飞.《数控机床》.上海:上海科技技术出版社,2003
张树森.《机械工程学》.辽宁:东北大学出版社,2001
徐宏涛.《数控加工工艺》.北京:中央广播电视大学出版社,2007
张超英.《数控编程技术》.北京:中央广播电视大学出版社,2007
李华.《机械制造技术》北京:高等教育出版社,2006



