
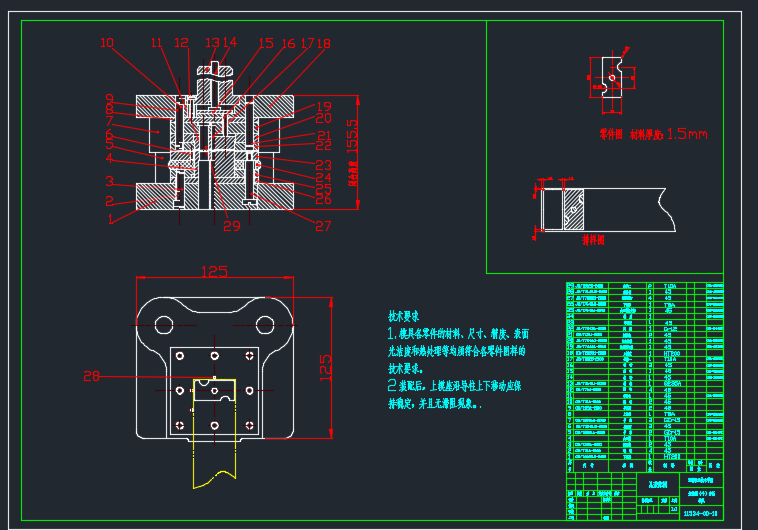





















安装板(4)冷冲模设计
摘 要:目前世界经济的飞速发展,我国的工业发展水平已比较以前已经有了较大的提升,模具这一行业作为制造业的核心,它的发展速度必须要远远快于其他行业,所以说,从这个角度看,模具的需求仍然很大。在此设计中,复合模具被用于冲裁、冲裁。在设计模具之前,先检查相关的书籍和手册,并充分了解图纸中的相关数据。计算了冲裁力、冲裁间隙、卸荷力、模具间隙、各模板的高度、冲裁压力中心等各种数据。根据模具的总压,选择压力机的类型。设计完成后,最后工作就是汇编以及滑出各个零件的详细图纸。
关键词:复合模具、冲裁力、装配、压力机
Mounting plate (4) cold stamping design
Abstract:At present the rapid development of world economy, the level of industrial development has more before has larger ascension, mold the industry, which is the core of the manufacturing industry, its development speed must be much faster than other industries, say so, from this perspective, the mould demand remains strong. In this design, composite die is used for blanking and blanking. Before designing the mold, check the relevant books and manuals, and fully understand the relevant data in the drawing.The blanking force, the blanking clearance, unloading force, die clearance,height of each template, pressure center and other data are calculated. According to the total pressure of the mold, select the type of press. After the design is completed, the final work is to assemble and slide the detailed drawings of each part.
Key words: compound mold, blanking force, assembly, press.
目 录
第一章 绪论 1
第二章 冲裁件的工艺设计 3
2.1 冲压的工艺性分析 3
2.2 确定工艺方案 3
第三章 冲裁件的工艺性设计和要求 5
3.1 工艺排样计算 5
3.2 产品材料利用率 5
3.3 确定产品冲压力与压力中心,初选压力机 7
第四章 凸凹模刃口尺寸及公差的计算 10
4.1 凸凹模刃口尺寸公差计算 10
4.2 凸凹模间隙的计算 10
第五章 主要零部件设计 11
5.1 凹模的设计 11
5.2 凸模的设计 12
5.3 凸凹模的设计 12
5.4 定位零件 13
5.5 卸料螺钉 13
5.6 模架及其它零件的选用 13
第六章 压力机的校核 15
第七章 冲压模具总装 16
7.1 冲压模具装配要求 16
7.2 冲压模具总装工艺 16
7.3 冲压模具总调试 17
参考文献 18
致 谢 19
小 结 20
第一章 绪论
为了适应社会生产力的需要,世界上工业发达国家的模具发展水平已经十分满足国民的需要。通过在网上查阅我发现在冲模方面国外多工位级进模水平很高,工位也多达五十几个。我从网上了解到国外一些公司为了获取更大的利益、提高生产力,他们会将一些普通或者是做起来特别容易的模具都交由其他模具公司设计与制造,这些公司通常会拥有强大的研发部门,并且在一些零件的开发上有自己独到的方法。但由于核心零件开发需要保密,这些公司对工件上核心零部件的研发,都是由自己的研发团队来进行设计与制造。
冲压模具可以分成两种,一种叫做分离,另一种叫做成形。分离过程,一般情况下来说,通常是将冲压件分开沿着冲压件的等高线,确保分离部分的质量要求。因为需要不破坏胚料所以使用成型过程,这样就可以让工件有了他所需要的形状和尺寸。据我了解到许多工厂在实际生产中,冲压、剪切这些都是最基本的冲压工艺中的最主要的几个。
众所周知,覆盖件其实就是单工序模,然而覆盖件的单工序并不是冲孔落料那么简单地,包含了各种成型、整形、修边。复合模就是将两个工序和在一起,一步完成,复合模的特色零件即是凸凹模.级进模,有称连续模,即多个工序在一副模具上,一般都是生产一些简单的零件,特别是大批量的零件.
冲压模具在现代发展的特别快,已经在多个领域起到了主导的作用,包含了航空航天,汽车模具,汽车零件,隔热罩、排气筒、车门,上到中国的尖端科技,下到民用例如易拉罐,钥匙各种类型的农具,农机,模具在我国的发展越来越快,虽然大部分人都不懂模具,但模具已经进入到了每个人的生活中,对人类的发展文明的进步起到了不可或缺的一步。冲压模具生产出来的冲裁件精度高,更加适合模具未来发展的方向,是社会发展的必然趋势。
通过询问老师以及在图书馆查阅资料得知影响冲压板质量的因素主要分两种,那就是冲压板的表面和性能,这需要冲压材料有着均匀厚度以及高的精度;表面干净、没有斑、没有疤、没有擦伤等;冲压版的屈服均匀,没有方向,均匀性强,加工性的硬化的性能要求低。
在实际生产过程中,通常采用拉伸性能试验和膨胀性能测试等工艺测试,来提高生产率、获取最大的经济效益。
因为我们水平有限,我们需要花费大量的时间去学习并分析弄清楚这套模具,因为我们在依靠自己的所学的知识做出新的冲压件这都需要时间还有很长的准备时间。模具的标准化基地,想要进行批量生产多位置级进模首先需要降低冲压生产的工作量,其次还必须得缩短准备时间。
压力机一般采用机械压力机,但是除了形成厚板液压机以外。这种压力机多数是以现代高速多位置压机作为中心,配备了放平、整平、成品收货、送料、冲模、快速换模等这些特别容易操作的装置,并且还可以用电脑来进行操控,然后就可能具有一个很高效率的生产线了。
参考文献
[1] 王孝培.《冲压手册》.北京:机械工业出版社,2000.10
[2] 李天佑.《冲模图册》.北京:机械工业出版社,1996.10
[3] 高锦张.《塑性成形工艺与模具设计》.北京:机械工业出版社,2007.7
[4] 付建军.《模具的制造工艺学》.北京:机械工业出版社,2011.01
[5] 周大隽.《冲模结构的设计要领以及范例》. 北京:机械工业出版社,2005.11
[6] 曹岩,白瑀.《冲模标准模架手册与三维图库》.北京:化学工业出版社,2010.8
[7] 薛啟翔.《冲压模具设计和加工计算速查手册》. 北京:化学工业出版社,2007.10
[8] 陈剑鹤.《冷冲压模具的设计图册》.北京:清华大学出版社,2007.10
[9] 钱可强.《机械制图(第二版)》.北京:高等教育出版社,2007.
[10] 高晓康.《互换性与测量技术》.修订版.北京:高等教育出版社,2009.
[11] 王新华.《简明冲模设计手册[M]》.北京:机械工业出版社,2008.




