


3550泵盖零件数控加工工艺及编程设计
摘要;3550泵盖零件是新能源汽车压缩气体或液体的重要零件,要先从毛坯开始选材,考虑其质量,越小越好。此次选用的是铝合金材料,铝合金材料的表面粗糙度可以基本达到预先设计的精度,所以减少了粗加工步骤,缩减了加工时间,减少了成本。对毛坯的选择,基准的选择,刀具的选择,可以用软件NX进行零件的仿真模拟。在进行三维建模之后自动编程,用球头铣刀进行倒角。可以对一些要求高的孔进行刀具分析。
关键词:铝合金;粗糙度;刀具;毛坯;
NC Machining Technology and Programming Design of 3550 Hood parts
Abstract:The 3550 hood part is an important part of compressed gas or liquid in new energy vehicles .motivation plays a role in inhalation ,discharge ratio ,formation of stable flow .its work .The design of art tooling has special significance. The structural and dimensional accuracy requirements of 350 cover parts are analyzed by using graduation . the corresponding process route of efficiency controller is prepared. After three-modeling ,automatic programming ,chamfering with ball-end milling cutter .through the task of graduation design,we can analyze the cutting tools of some high-demand holes.
Keywords: aluminium alloy ;roughness;tool;rough
目录
摘要 4
第一章 零件的概括 5
1.1泵盖零件简介 5
1.2泵盖零件的加工方法 5
1.3泵盖零件图纸分析 6
第2章 泵盖零件的数控工艺设计 7
2.1毛坯的制造形式及工艺过程 7
2.2定位基准的选择 8
2.2.1粗基准的选择 8
2.2.2精基准的选择 9
2.3拟定数控工艺路线 9
2.3.1方案一 10
2.3.2方案二 10
2.4工艺路线方案的比较与分析 11
2.5工步分析 12
2.5.1 工步内容方案一 12
2.5.2 工步内容方案二 13
第3章 泵盖零件加工参数的确定及计算 14
3.1泵盖零件加工余量、工序尺寸及毛坯尺寸的确定 14
3.2定位误差分析与计算 14
3.3切削力及夹紧力分析 15
3.4 刀具选择及切削用量的确定 15
第四章 3550零件加工步骤 16
4.1 加工条件 17
4.2刀具选择与计算切削用量 17
4.3 加工内容 17
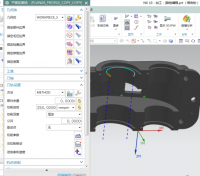
4.3.1铣平面 17
4.3.3精镗基准O孔 18
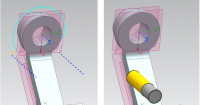
4.3.4铣BN、BP、BR斜槽 19
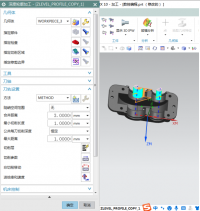
4.3.5钻孔直径φ4.1,D1,D2,D3,D4 20
4.3.6铣两凸台面 21
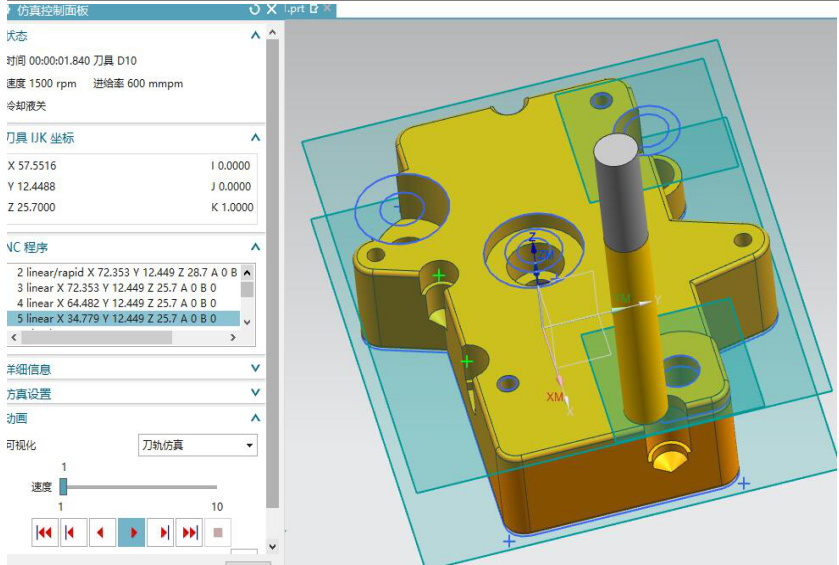
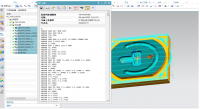
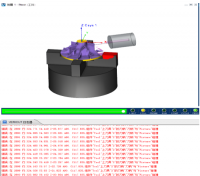
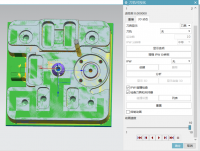
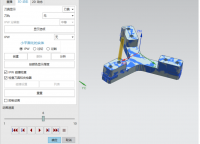
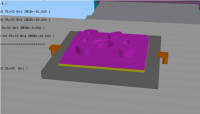
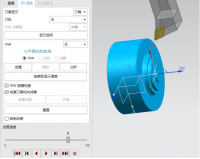
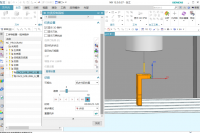
第五章 3550泵盖零件加工仿真 22
总结 28
致谢 29
小结 30
参考文献 31
第一章 零件的概括
1.1泵盖零件简介
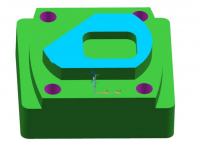
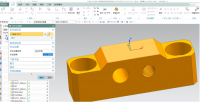
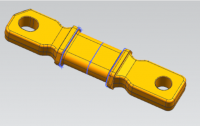
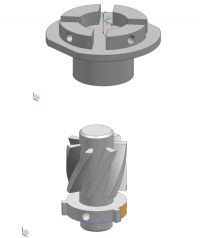
3550泵盖是保护泵的一个装置,加工面主要是两个大端面A和B。其中零件的侧面需要加工几个侧边槽,所以预先打好定位孔。里面有四个大小一样的孔,并且在零件的中间有一个通孔,还带有台阶面,端面可以直接压铸成型。
1.2泵盖零件的加工方法
泵盖零件主要有台阶面,AB平面、C1C2C3C4槽、K1K2K3K4孔、通过学习认知零件,查阅资料来选择,决定用金属压铸成型方式解决3550泵盖的毛坯。对于一些尺寸进度要求低的面可以一次压铸成形但要保留半精加工的余量,而一些尺寸要求高的面还要预留半精加工与精加工余量。在数控编程加工时,选择其中3550泵盖一个A面压铸做为3550泵盖粗基准 , 3550泵盖加工粗基准平面,然后进行精基准面B加工,加工精基准面B进行钻孔、铣槽,台阶面,侧边槽等。最后在以精基准面B为定位加工面、孔、其槽和侧边槽等。通过零件分析可以选择多方位面的加工 ,选择机械加工面多大、多轴数控铣刀加工的机器,来加工3550泵盖的形状,减少生产成本,同时也提升了加工的精度。
1.3泵盖零件图纸分析
在泵盖生产过程期间,操作人员需要认识并了解泵盖零件的形状工艺,然后再进行加工工序,达到图纸要求。从锻件到成品,工步必须按生产安全规范进行加工操作。工件如何装夹到位,是非常重要的。加工3550泵盖零件大平面的时候就特别容易让刀发抖产生跳动,如果刀产生跳动就会让3550泵盖的加工面AB平面度和粗糙度有非常重要的影响,有毛刺和类似划痕的印子。还要考虑一下加工的AB 这些大平面。然后再考虑进给量和数控机床的转速,确定加工时需要的刀具。
第2章 泵盖零件的数控工艺设计
在进行零件加工时首先确定零件的材料。通过零件的材料来分析零件在加工时选择的刀具,装夹工具,走刀路线的进给量。材料的毛坯来确定粗加工,半精加工,精加工的余量。
2.1毛坯的制造形式及工艺过程
3550泵盖的零件不是史无前例的零件,可以参考其他相似零件的制造过程,吸取前人做的结构与成果从而激发自己的思路。对比3550泵盖与看过的零件制造过程。铸造铝合金相对质量轻,铝合金相比与其他合金材料质量轻,硬度相对低便于加工,韧性要求刚好可以达到泵盖所需的程度,在查阅资料和网上搜索可以基本确定这次生产的零件材料为CR13为毛坯。毛坯质量轻,而且在压铸成型下其工件表面可以达到要求的值。而且零件是铝合金材料其成本低,不需要用特殊的刀具进行加工。再综合零件的平面图,里面的精度要求就可以对不同的面采取不同的加工方式,可以大大的减少加工时要切削的余量同时也减少了加工时间。在对铝合金的分析中可以得知铝合金的表面粗糙度可以达到Pa6.3,外表具有金属光泽,只要预留精加工面就可以达到所需的粗糙度。而且铝合金的金属可以质量轻,也减少了汽车在运作时的负载量。
参考文献
[1] 梁炳文. 机械加工工艺与窍门精选[M]. 北京:机械工业出版社,2000:35-41
[2] 周增文,张亮蜂. 机械加工工艺基础[M]. 北京:中南大学出版社,1995:20-25
[3] 郑文虎. 机械加工实用经验[M]. 北京:国防工业出版社,2003:11-21
[4] 徐晓东. 数控车的加工工艺分析与工装夹.科技创新与应用[J].2013,15:1-1
[5] 王先奎. 机械制造工艺学[M]. 北京:机械工业出版社,2012:41-43
[6] 杨方. 机械加工工艺基础[M]. 北京:西北工业大学出版社,2005:31-36
[7] 陈宏均. 实用机械加工工艺手册[M]. 北京:机械工业出版社,2009:29-32
[8] 王绍俊. 机械制造工艺设计手册[M]. 哈尔滨:哈尔滨工业大学出版社,1985:17-21
[9] 王忠宾,王宁生.基于遗传算法的工艺路线优化决策.清华大学学报[J].2004:44(7):998-992
[10] 朱海平,肖诗旺,黄刚.基于遗传算法的工艺过程排序研究.华中科技大学学报[J].2006,34(3):50-53
[11] 刘连发,张振明,田锡天.基于遗传算法的工艺路线优化决策方法研究.机械制造,2008,46(526):59-62
[12] 王先奎. 机械制造工艺学[M]. 北京:机械工业出版社,2012:34-37
[13] 费石繁. 基于NET的箱体类零件制造资源系统研究及切削用量优[D].2012:32
[14]《数控加工工艺与编程》 陈洪涛主编。高等教育出版社。2009.06
[15]《公差配合与测量技术》 黄云请主编 机械工业出版社2007.08



