
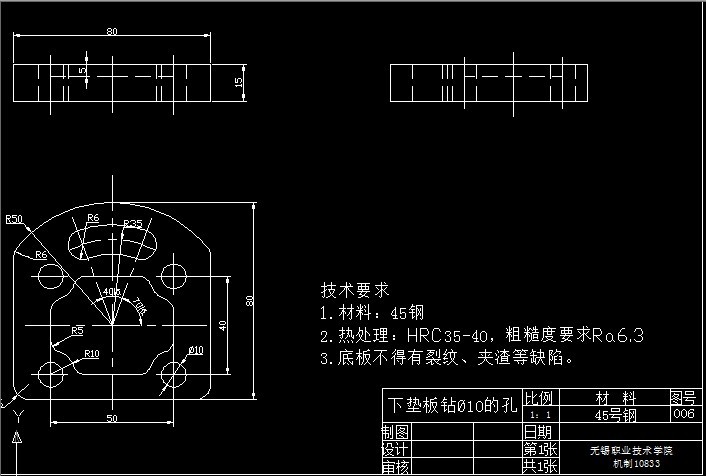


下垫板工艺设计及加工编程设计 1零件的工艺分析(定毛坯、画毛坯)
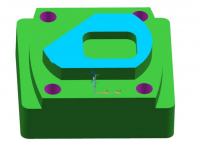
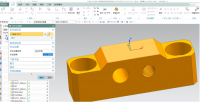
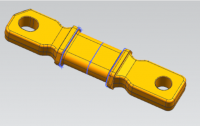
该零件的外形边框尺寸为80x80mm,厚度为15mm。中间部位槽深是5mm, 12mm宽的腰形槽式通孔,直径10mm的孔是通孔。所以根据零件该尺寸选工件毛坯是90x90mm的方料,厚度为16mm。
根据工艺分析可以拟定三种加工过程方案:
第一种加工方案:先外形铣削可采用16mm的平刀进行,因单边加工余量为5mm,XY方向不需分层,再进行挖槽(深度为5mm的方槽加工)采用直径为10mm的平刀进行加工;然后再进行腰形槽槽宽为12mm,也采用直径为10mm的平刀进行加工;接着进行直径为10mm通孔加工,采用直径为10mm的钻头加工;最后加工平面,考虑到加工效率,应采用较大的平刀,选用16mm的平刀进行铣削加工。
第二种加工方案:先外形铣削可采用16mm的平刀进行,因单边加工余量为5mm,XY方向不需分层,再进行面铣,选用16mm的平刀进行铣削加工。接着进行挖槽(深度为5mm的方槽加工)采用直径为10mm的平刀进行加工;然后再进行腰形槽槽宽为12mm,也采用直径为10mm的平刀进行加工;最后进行直径为10mm通孔加工,采用直径为10mm的钻头加工。
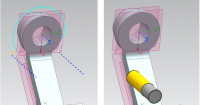
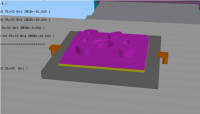
第三种加工方案:因毛坯厚度为16mm,先安排面铣,铣削深度为1mm,考虑到加工效率,应采用较大的平刀,选用16mm的平刀加工。第二步外形铣削也可采用16mm的平刀进行,因单边加工余量为5mm,XY方向不需分层。第三步铣中间部位挖槽半径为5mm的方槽,采用直径为10mm的平刀进行加工;第四步加工腰形槽槽宽为12mm,采用直径为10mm的平刀进行加工。最后一步因四个直径为10mm的通孔无特别的要求,可直接用直径为10mm的钻头进行加工。
根据机械加工原理可知,选用第三种加工方案为最优。
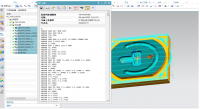
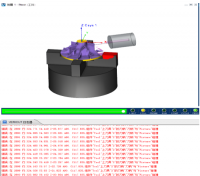
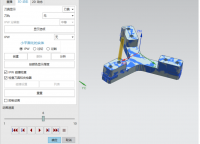
根据第三种方案进行工作设定进行加工零件,如图1-2所示为毛坯工作中心设定。 目录
1.工艺设计 ………………………………………………………….2
1.1零件图 …………………………………………………………….2
2.零件的分析 ………………………………………………………3
2.1零件的工艺分析(定毛坯、画毛坯) ……………………………4
3. 时间定额计算 ……………………………………………………4
4编制刀具路径 ……………………………………………………..7
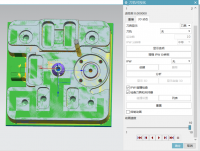
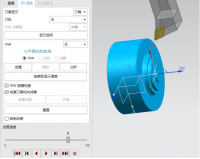
4.1面 铣 ……………………………………………………………..7
4.2面铣的NC程序 ……………………………………………….10
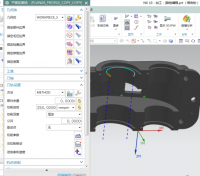
4.3外形铣削 ……………………………………………………… 11
4.4外形铣削的NC程序 ………………………………………… 14
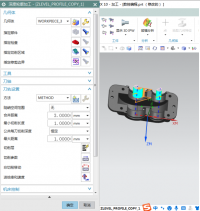
4.5挖槽加工(中间部位圆角半径为5mm) ……………………… 16
4.6挖槽加工的NC程序 ………………………………………… 19
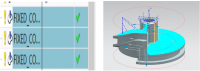
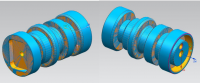
4.7腰形槽挖槽加工 ……………………………………………… 21
4.8腰形槽挖槽加工的NC程序 ………………………………… 25
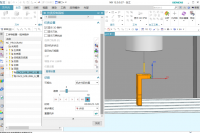
4.9钻孔加工 ……………………………………………………… 28
4.10钻孔加工的NC程序 ………………………………………… 32
5.数控加工程序 …………………………………………………… 34
6.机床加工 ………………………………………………………… 43
7.毕业设计总结 …………………………………………………… 44
8.致 谢………………………………………………………………45
9.参考文献…………………………………………………………..46
12.用人单位毕业设计鉴定表 ………………………………………47
参 考 文 献
1. 切削用量简明手册,艾兴、肖诗纲主编,机械工业出版社出版,1985.
2. 机械制造工艺与机床夹具课程设计指导,吴拓、方琼珊编,机械工业出版社,2010
3. 《机械制造工艺设计简明手册》 李益民编. 北京:机械工业出版社,1994
4. 《机械制造工艺设计手册》 王绍俊编 北京:机械工业出版社,1987
5. 《机械制造工艺学课程设计指导》 赵家齐编 北京:机械工业出版社, 1994
6. 《机制工艺及装备》 倪森寿编 北京:化学工业出版社, 2003
7. 《机制工艺及装备课程设计指导》 倪森寿编 北京:化学工业出版社, 2003




