





















注射工艺参数的确定及成型设备的选取
3.1 注射工艺参数的确定
查《实用模具技术手册》表12-10,确定PS材料的注射工艺参数如下:
注射机类型:螺杆式
螺杆转速:27-86r/min
喷嘴形式:直通式
喷嘴温度:160℃-170℃
料筒前段温度:170℃-190℃
料筒中段温度:170℃-190℃
料筒后段温度:140℃-160℃
模具温度:20℃-60℃
注射压力:60 MPa -100MPa
保压力:30 MPa -40 MPa
注射时间:3s-5s
保压时间:15s-40s
冷却时间:15s-30s
成型周期:50s-90s
以上的工艺参数可根据实际情况进行调整。
3.2成型设备的选取
从实际额定注射量的20%-80%考虑,选取额定注射量1000 的卧式主射机。具体参数如下:
XS-ZY-1000卧式注射机
注射量:1000
螺杆直径:85
注射压力:121MPa
注射行程:260
注射时间:3s
螺杆转速:21、27、35、40、45、50、65、86r/min
锁模力:4500KN
最大成型面积:1800
模板最大行程:700
模具厚度:700 -30 拉杆空间:650 ×650
模板尺寸:不确定
锁模方式:稳定式
油泵流量:200、18、18I/min
油泵压力:14MPa
电动机功率:40、5.5、5.5KW
螺杆驱动功率:13KW
机器外形尺寸:7.67 ×1.74 ×2.38
机器质量:20000Kg
定位孔直径:150
喷嘴孔径:R18
顶出孔径:20
顶出孔心距:850
4 冰箱抽屉注射模具的结构
4.1 确定型腔的数目
注射模具每一次成型塑件的数目是由模具型腔的数目所决定的。考虑到塑件体积较大,此模具采用一模一腔。
4.2 选择分型面
分型面选择的原则主要有一下几点:
原则一:分型面应该选择在塑件外形的最大轮廓处。
原则二:分型面的选择应该有利于塑件的留模及脱模。
原则三:型面的选择不能影响塑件的精度。
原则四:型面的选择应该满足塑件的外观要求。
根据以上原则,冰箱抽屉分型面的形状及位置如4-1所示。
图4-1 分型面
4.3 浇注系统的设计
4.3.1 主流道衬套的设计
主流道通常位于模具中心塑料熔体的入口处,它将注射机喷嘴注出的塑料熔体导入分流道或型腔,其形状为锥形,便于流出和脱出。主流道一般由浇口套构成的。大部分注射模具的主流道部分设计成可拆、可更换的主流道衬套,主流道衬套为注射模具的通用件,查《实用模具技术手册》一书表20-33,选择适合普通浇注系统使用的B型浇口套,材料T10A,淬火处理,硬度50~55HRC,
浇口套的结构如图4-2。
图4-2 浇口套
主流道的始端直径为D=d+(0.5~1)=8~8.5
球面凹坑半径R2=R1+(0.5~1)=18.5~19
4.3.2 定位圈的设计
定位圈为标准件,其作用主要是使注射机喷嘴与模具主流道准确对正、定位。查《实用模具技术手册》一书表20-32,材料为45钢,热处理43~48HRC,
具体结构尺寸图4-3所示。
图4-3定位圈的结构尺寸
4.3.3 分流道的设计
分流道是主流道与浇口连接的通道,常用的截面形状有圆形、梯形、半圆形、方形、U形和六角形等。流道的截面积越大,压力损失就越小:流道的表面积越小,热量损失就越小。用流道的截面积和表面积的比来表示流道的效率。但还要考虑到流动阻力、脱模难度、加工性等情况。下面就是各种常用分流道的截面形状性能比较。
表4-1 各种分流道的截面形状性能比较
流道的截面形状 流动效率 流动阻力 脱模 加工性 选用情况
圆形 0.25D 小 好 不易对中 常用
梯形 0.195D 较小 好 好 最常用
半圆形 0.153D 较小 好 好 较常用
方形 0.25D 大 不好 好 不用
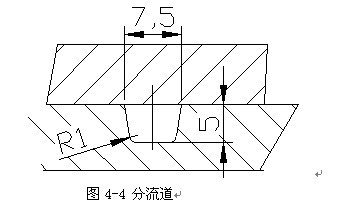
综合起来看,分流道的截面形状宜采用梯形,分流道表面积粗糙度为1.6um,长度为55mm。
一般梯形流道的深度为上截面的2/3~3/4,上端面的宽度是根据成型条件和模具结构而定。
分流道直径也可由经验公式计算得到,经验公式如下:
(4-1)
式中, 分流道直径( ); 为制件的质量( ),由于本模具是单个制件的多流道,因此 =1/4m; 是分流道长度( )。将所有的数据代入公式得:
取 =7.5mm。一般深度为2/3 3/4 ,因此取 =5mm。




