





















轧车加压机构的设计
轧车加压方式的选用
轧车的加压形式有重锤杠杆式,液压式和气压式三种。
3.1.1 重锤杠杆加压机构
重锤杠杆式是一种使用历史比较长,比较普遍,而且结构比较简单的形式,重锤杠杆式轧车一般是通过重锤、下杠杆、连杆、上杠杆、升降丝杠而加压于轧辊的,由于重锤的重量是有限的,一般所加压力也不高,经查阅资料通常轧点的线压力为40~90公斤/厘米。
重锤加压的缺点是当通过两辊轧点的织物厚度发生变化时,使杠杆发生震动,引起重锤和杠杆惯性力的变化,以及杠杆与销钉之间的摩擦力的变化,往往会造成加压轧点压力的很大波动,这种压力的波动尤其在用两根杠杆两级增压的机构上更为明显,为了减少这种压力的波动,往往在两级增压之间用弹簧和连杆把它连接起来,可以减少因震动所引起的压力波动。
另外,重锤杠杆式轧车因其操作上的不方便,尤其是在使用软性滚筒工作时,在停车后需要手工操作,将重锤抬起泄压,使轧辊轧点相互脱离接触。印染机械往往是连续生产,有多对轧辊同时工作,用重锤杠杆加压穿头引带时,操作起来很不便,因此,重锤杠杆式加压机构正逐步被液压、气压等加压机构所替代。
3.1.2 液压加压机构
上述重锤杠杆式加压机构虽然比较简单,但其杠杆比由于受到机器占地面积及支点销钉尺寸的限制,轧点的压力也受到限制。液压加压机构具有下列优点:
1.容易获得较高的压力:液压加压的基本原理是利用密闭器中液体的压强传递,油液通过管道进入加压油缸中,油液的压强作用在大面积的活塞上,从而可以获得较大的压力。
2.操作控制方便:液压加压利用加压油缸的活塞在不同的压力下,可以沿油缸的内壁往复运动,使轧辊的两端轴承座沿机架上下滑动而进行加压和泄压,由于密闭器中的液体压强是由稳压器控制的,所以可使轧辊两端加压均匀。采用阀门控制,操作也很方便。
3.液压加压比较安全:液压加压没有气压加压那样会有造成爆炸的危险。然而为了防止因漏油而引起的油压迅速下降现象,往往需要用稳压装置来保持稳定的压强,再加上液压系统的泵、各种阀类与滤油器、油箱、管路系统等,显得较为复杂,设备费用较大,另外,液压系统还需要有良好的密封,以防止漏油而污染轧辊上的织物。
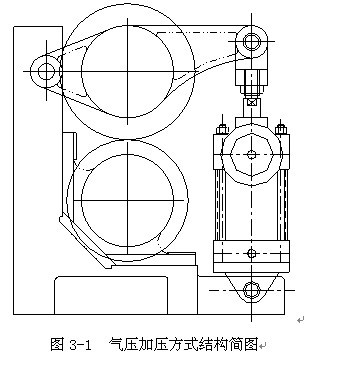
3.1.3 气压加压机构
印染机械上应用气压加压的地方已愈来愈多,这是由于气压加压机构具有以下优点:
1.结构简单,操作方便。一般新型的印染厂往往都有压缩空气站,用气压加压比液压加压可减少很多特殊装置。
2.空气流速快,操作时动作也快(油在管道中的流速一般不超过4米/秒,而空气流速能达到180米/秒)
3.便于远距离操纵和集体控制。
4.比较清洁,对织物不会造成油污。
结合以上所说的三种加压机构的优缺点,考虑本机构选用气压加压机构。
轧车加压气缸的选用
气压式加压机构的形式,一般分为活塞气压式、薄膜气压式和气袋式等。活塞式气缸的结构特点:
1.气缸内壁与活塞间要求密封。
2.多数结构是气缸的两端可以进气,属双向作用的结构,加压时上面进气,下面排气;泄压时上面排气,下面进气,或者加压与泄压的动作相反即可。
3.活塞与气缸之间的机械效率η一般为0.85。
4.气缸最高的压强可达30公斤/厘米2。
5.可以用较长的气缸,可达到较长的加压行程,能够扩大气缸的应用范围.
综合以上对气缸的要求,初选用QGB125×70 MP2型气缸。
注:QGB125×70 MP2型气缸型号分析




