





















主轴架零件的机械加工工艺规程和机床夹具设计
摘 要
本论文为加工主轴架零件的机械加工工艺规程和机床夹具设计。
根据加工工件的尺寸图和生产要求,合理的拟定设计方案,完成该机床各部件及系统的设计,主要包括加工工序的制定,主轴、刀具的选择,多轴箱和滑台的合理选用,主轴箱内传动系统的设定,夹具的设计,以及制定液压和控制系统。设计过程中,在满足设计要求的同时,应该注意相互间的合理配合,这样才能从整体上把握组合机床的性能和结构。
为使设计符合现代化要求,该组合机床采用PLC控制系统来控制机床的工作,PLC控制是具有功能完善、通用灵活、简单易懂、操作方便和价格便宜等优点,这不仅满足了现代社会对生产的需要同时也体现了人性化设计的要求。
组合机床是由大量的通用部件为基础,配以少量专用部件组成的一种高效专用机床。它能对一种或几种零件进行多刀、多轴、多面、多工位加工,在组合机床上可以完成钻孔、扩孔、铰孔、镗孔、攻丝、车削、铣削、磨削及滚压等工序;生产效力高,加工质量稳定。其组成是:床身(侧底座)、底座(中间底座、立柱底座)、动力滑台、夹具、动力箱、主轴架、立拄、垫铁、液压装置、电器控制设备、刀具等。
总体方案设计主要包括制定工艺方案(确定零件在组合机床完成的工艺内容及加工方法,选择定位基准和夹紧部位,决定工步和刀具结构形式、种类及切削用量等)、确定机床装配形式、制定影响机床总体布局和技术性能的主要部件的结构方案。
2.1 组合机床工艺方案的制定
2.1.1 根据题目要求,该组合机床采用液压滑台驱动,实现进给运动。本设计为钻10个M8的螺纹底孔,分析可知,其加工为单工位的平面加工,且其加工的精度要求不是不高,生产需要为大批大量生产,故该组合机床的通用部件使用大型部件。
(1)由工序集中的原则
考虑该工件加工孔间相对位置有严格的精度要求,所以应该在一次工序中集中加工,以免2次安装产生的误差影响和便于机床精度调整与找正
(2)孔间中心距的限制
查表7-37 通用主轴最小间距 对于滚针轴承主轴 dmin>35.5mm
由加工工序图可有主轴7和9之间距离最小,因此
dmin=
=41.5mm>35.5mm
(3)生产批量要求
该组合机床要求能够满足大批量工件的加工需求,其通用部件因该使用大型部件。
2.1..2 定位基准和夹压部位的选择
组合机床一般为工序集中的多刀加工,不但切削负荷大,而且工件受力方向变化。因此,正确选择定位基准和夹压部位是保证加工精度的重要条件。对于毛坯基准选择要考虑有关工序加工余量的均匀性;对于光面定位基准的选择要考虑基面与加工部位间位置尺寸关系,使它利于保证加工精度。定位夹压部位的选择应在有足够的夹紧力下工件产生的变形最小,并且夹具易于设置导向和通过刀具。该螺纹底孔分别以孔Ⅱ、Ⅲ、Ⅳ的轴线为中心作为定位基准,而孔Ⅱ、Ⅳ的轴线又以孔Ⅲ的轴线为平行基准,考虑到夹紧问题,选择孔Ⅱ、Ⅲ的轴线为加工件的定位基准,另一侧面为定位面,加工面作为夹紧面。
2.1..3 工序间余量的确定
为保证加工质量,必须合理确定工序间余量。该组合机床为螺纹底孔初步加工,一次性完成,按螺孔M8的小径来加工,其工序的余量可以忽略,不予考虑。
2.1.4 刀具结构的选择
正确选择刀具结构,对保证机床正常工作极为重要。根据工艺要求和加工精度不同,组合机床常用刀具有一般刀具(标准刀具)、复合刀具及特种刀具等。选择刀具结构应注意以下问题:
a. 只要条件许可,为使工作可靠,结构简单刃磨容易,应尽量选用标准刀具和一般简单刀具。
b. 为提高工序集中程度或保证加工精度,可采用先后加工或同时加工两个或两个以上表面的复合刀具。但应尽量采用组装式结构,如装几把镗刀的镗杆:几把扩孔钻或铰刀的刀杆,同时加工孔及端面的镗刀头等。整体式复合刀具制造刃磨较困难,刀体不能重复使用,成本高,只有为了节省工位或机床台数和为了保证加工精度所必须时才能采用。
c. 选择刀具结构必须考虑工件材料特点。如加工硬度要求较高的铸铁或钢件时,为提高刀具耐用度,减少换刀时间,宜采用多刃铰刀或多刃镗头加工,以解决断屑及排屑问题。
2.2 切削用量的确定
切削用量选择是否合理,对组合机床的加工精度、生产率、刀具耐用度、机床的结构型式及工作可靠性均有较大影响。由于钻孔要求较高的切削速度和较小的进给量,查表7-19 高速钢钻头切削用量 有刀具切削速度为v=(10~18)m/min,进给量为f=(0.1~0.18)mm/r,现取v=18m/min、f=0.15mm/r。
2.3 确定切削力、切削转矩、切削功率
根据选定的切削用量(主要指切削速度v及进给量f),确定进给力作为选用动力滑台及设计夹具的依据;确定切削转矩用以确定主轴及其他传动件的尺寸;确定切削功率用作选择主传动电机功率。
目 录
前言 --------------4
1.毕业设计的目的和内容 --------------5
1.1通过毕业设计应达到的目的 --------------5
1.2毕业设计的有关内容及计算 --------------5
2.方案讨论及总体设计 --------------6
2.1 组合机床工艺方案的制定 --------------6
2.2 切削用量的确定 --------------7
2.3 确定切削力、切削转矩、切削功率--------------7
2.4 加工工序图 --------------9
2.5 液压滑台的设计计算 --------------9
2.6 加工示意图 --------------11
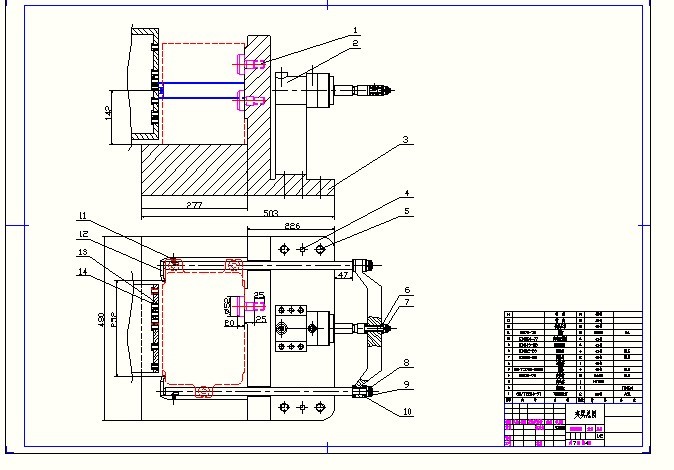
2.7 机床联系尺寸总图 --------------16
3.组合机床多轴箱设计 --------------21
3.1主轴架的组成 --------------21
3.2 通用钻削主轴 --------------21
3.3通用传动轴 --------------22
3.4通用齿轮和套 --------------22
3.5主轴型式和直径、齿轮模数的确定 --------------22
3.6主轴架的动力计算 --------------22
3.7 对主轴架传动的一般要求 --------------23
3.8润滑泵轴和手柄轴的安置 --------------23
3.9 主轴架传动系统拟定 --------------23
3.10 传动零件的校核计算 --------------27
3.11 传动系统的校核计算 --------------27
4.组合机床夹具设计 --------------29
4.1夹具的作用 --------------29
4.2具的组成 --------------29
4.3工件的定位 --------------30
4.4工件的夹紧 --------------30
4.5夹具总图 --------------30
参考文献
1.戴曙 《金属切削机床》 机械工业出版社
2.组合机床编写组 《组合机床及其自动线的使用与调整》 劳动出版社 1987
3.谢家瀛 《组合机床设计简明手册》 机械工业出版社 1994
4.林文焕 《机床夹具设计》 国防工业出版社
5.袁哲俊 《刀具设计手册》 机械工业出版社
6.陈远龄 《机床电气自动控制》 重庆大学出版社 2004
7.许小杨 《专用机床设备设计》 重庆大学出版社
8.吴圣庄 《金属切削机床概论》 吉林工业大学出版社
9.冯辛安 《机械制造装备设计》 机械工业出版社 1999
10.徐鸿本 《机床夹具设计手册》 辽林科学技术出版社
11.成大先 《机床设计手册》 化学工业出版社
12.郑忠 《新编工厂电气设备手册》 兵器工业出版社 1998
13.钟肇新 《可编程控制器原理及应用》 华南理工大学出版社 1999
14.唐一平 Advance Manufacturing Technology 科学出版社 2000
15.Hideo MATSUKA: Japanese open control system for Manufacturing Equipment Int Japan Socprec Eng 1996
16.Warren S.seamws: Computer numerical control Delmar Publishing inc 1988
17.Rajashera K,et.al: Sensorless control of AC Motor Drives New York IEEE PRESS 1995
18.E.Budak.Y.Altintas: Prediction of Milling force coefficients from ortbogonal cutting Data Trans ASME Journal of Manufacturing science and Enginnering 1996




