





















CA6140车床后托架加工工艺及夹具设计
摘 要
在CA6140车床后托架加工工艺及夹具设计中,主要先分析后托架工艺,再确定加工方案。在确定方案中对基准的和加工余量的定位都很重要,在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间。夹具的设计中先对材料的选择,接着设计铣面夹具、镗孔夹具和钻顶面四孔夹具。其中要注意切削力和夹紧力的计算还有误差分析 。
关键词 工序 加工余量 夹紧力 车床后托架 夹具设计
第一章 前言
1.1 选题背景
从国内外机械制造工艺的技术水平来看发展较迅速,出现了很多新型的加工工艺技术。如制造自动化:
(1) 在形式方面,制造自动化有三个方面的含义:代替人的体力劳动;代替或
辅助人的脑力劳动;制造系统中人、机及整个系统的协调、管理、控制和优化。
(2) 在功能方面,制造自动化代替人的体力劳动或脑力劳动仅仅是制造自动化
功能目标体系的一部分。制造自动化的功能目标是多方面的,已形成一个有机体系。
(3) 在范围方面,制造自动化不仅涉及到具体生产制造过程,而是涉及产品生
命周期所有过程。
机床夹具已经成为机械加工中的重要装备。机床夹具的设计和使用是促进生产发展的重要工艺措施之一。随着我国机械工业生产的不断发展,机床夹具的改进和创造已经成为广大机械工人和技术人员在技术革新中的一项重要任务。
工业的迅速发展,对产品的品种和生产率提出了越来越高的要求,使多品种,队小批生产作为机械生产的主流,为了适应机械生产的这种发展局势,必然对机床夹具提出更高的要求。
1.2 研究的意义
专用夹具是针对某一工件或工件的某一道工序的加工要求而专门设计和制造的夹具。特点是针对性强。适用于产品相对稳定、大批量的生产中,可获得较高的生产率和加工精度。
1、大批量生产加工需要对夹具的设计有一个很高的要求。即;能稳定可靠地加工保证工件的加工技术要求,若工件达不到加工技术要求,成为废品,则夹具设计是失败的,该夹具不能用于生产.
2、操作简单,便于工件安装(即定位和夹紧),减轻工人的劳动强度,节省工件安装时间,降低辅助工时,保证高的生产效率.
3、具有良好的工艺性,便于制造,降低夹具制造成本,从而降低分摊在工件上的加工成本.
CA6140机床后托架的是CA6140机床的一个重要零件,因为其零件尺寸较小,结构形状也不是很复杂,但侧面三杠孔和底面的精度要求较高,此外还有顶面的四孔要求加工,但是对精度要求不是很高。后托架上的底面和侧面三杠孔的要求精加工。其三杠孔的中心线和底平面有平面度的公差要求等。因为其尺寸精度、几何形状精度和相互位置精度,以及各表面的表面质量均影响机器或部件的装配质量,进而影响其性能与工作寿命,因此它的加工是非常关键和重要的。
一个好的结构不但要应该达到设计要求,而且要有好的机械加工工艺性,也就是要有加工的可能性,要便于加工,要能够保证加工质量,同时使加工的劳动量最小。而设计和工艺是密切相关的,又是相辅相成的。设计者要考虑加工工艺问题。工艺师要考虑如何从工艺上保证设计的要求。
针对以上情况,本文对CA6140的后托架的加工工艺及夹具设计进行设计。
目 录
摘 要 I
ABSTRACT II
第一章 前言 1
1.1 选题背景 2
1.2研究的意义 3
第二章 CA6140机床后托架工艺过程 3
2.1 CA6140机床后托架的工艺分析 3
2.2 CA6140机床后托架的工艺要求及分析 4
2.3 CA6140机床`后托架的技术要求 5
第三章 CA6140车床加工工艺 6
3.1 加工工艺过程 6
3.2 确定各表面加工方案 6
3.2.1 在选择各表面及孔的加工方法时,要综合考虑以下因素 7
3.2.2 平面的加工 7
3.2.3孔的加工方案 7
3.3 确定定位基准 8
3.3.1 粗基准的选择 8
3.3.2 精基准选择的原则 9
3.4 工艺路线的拟订 10
3.4.1工序的合理组合 10
3.4.2 工序的集中与分散 11
3.4.3 加工阶段的划分 11
3.4.4 加工工艺路线方案的比较 12
3.5 CA6140机床后托架的偏差,加工余量,工序尺寸及毛坯尺寸的确定 15
3.5.1 毛坯的结构工艺要求 16
3.5.2 CA6140机床后托架的偏差计算 16
3.6 确定切削用量及基本工时(机动时间) 20
3.6.1 工序1:粗、精铣底面 20
3.6.2 工序2 粗、半精、精镗CA6140侧面三杠孔 22
3.6.3 工序3:钻顶面四孔 28
3.6.4 工序4:钻侧面两孔 32
3.7 时间定额计算及生产安排 34
3.7.1 粗、精铣底面 34
3.7.2 镗侧面三杠孔 35
3.7.3 钻顶面四孔 36
第四章 专用夹具设计 39
4.1 铣平面夹具设计 39
4.1.1 研究原始质料 39
4.1.2 定位基准的选择 39
4.1.3 切削力及夹紧分析计算 40
4.1.4 误差分析与计算 41
4.1.5 夹具设计及操作的简要说明 42
4.2 镗孔夹具设计 42
4.2.1 研究原始质料 42
4.2.2 定位基准的选择 43
4.2.3 切削力及夹紧力的计算 43
4.2.4 误差分析与计算 45
4.3钻顶面四孔夹具设计 46
4.3.1 研究原始质料 46
4.3.2 定位基准的选择 46
4.3.3 切削力及夹紧力的计算 46
4.3.4 误差分析与计算 47
4.3.5 夹具设计及操作的简要说明 48
第五章 结 论 49
参考文献 50
致 谢 51
符录
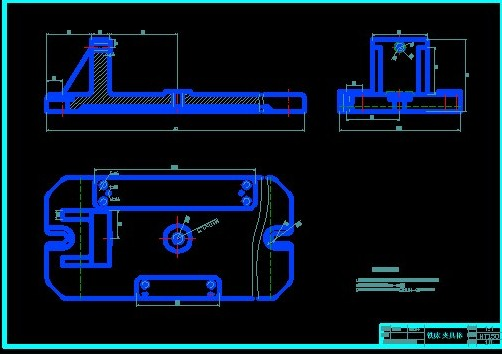
A1 CA6140后托架夹具装配图 52
A2 CA6140后托架零件图 53
B 工艺卡片 54
C 夹具装配图 56
D 夹具零件图 59
参考文献
[1] 许晓旸,专用机床设备设计[M],重庆:重庆大学出版社,2003。
[2] 孙已德,机床夹具图册[M],北京:机械工业出版社,1984:20-23。
[3] 贵州工学院机械制造工艺教研室,机床夹具结构图册[M],贵阳:贵州任命出版社,1983:42-50。
[4] 东北重型机械学院等,机床夹具设计手册[M],上海:上海科学技术出版社,1979。
[5] 孟少龙,机械加工工艺手册第1卷[M],北京:机械工业出版社,1991。
[6] 《金属机械加工工艺人员手册》修订组,金属机械加工工艺人员手册[M],上海:上海科学技术出版社,1979。
[7] 李洪,机械加工工艺手册[M],北京:机械工业出版社,1990。
[8] 马贤智,机械加工余量与公差手册[M],北京:中国标准出版社,1994。
[9] 上海金属切削技术协会,金属切削手册[M],上海:上海科学技术出版社,1984。
[10] 周永强,高等学校毕业设计指导[M],北京:中国建材工业出版社,2002。
[11] 刘文剑,曹天河,赵维,夹具工程师手册[M],哈尔滨:黑龙江科学技术出版社,1987。
[12] 余光国,马俊,张兴发,机床夹具设计[M],重庆:重庆大学出版社,1995。
[13] 东北重型机械学院,洛阳农业机械学院,长春汽车厂工人大学,机床夹具设计手册[M],上海:上海科学技术出版社,1980。
[14] 李庆寿,机械制造工艺装备设计适用手册[M],银州:宁夏人民出版社,1991。
[15] 廖念钊,莫雨松,李硕根,互换性与技术测量[M],中国计量出版社,2000:9-19。
[16] 王光斗,王春福,机床夹具设计手册[M],上海科学技术出版社,2000。
[17] 乐兑谦,金属切削刀具,机械工业出版社,2005:4-17。
[18] Machine Tools N.chernor 1984.
[19] Machine Tool Metalworking John L.Feirer 1973.
[20] Handbook of Machine Tools Manfred weck 1984 .




