





















CA6140车床输出轴工艺工装设计及2Ф8钻夹具设计
摘 要
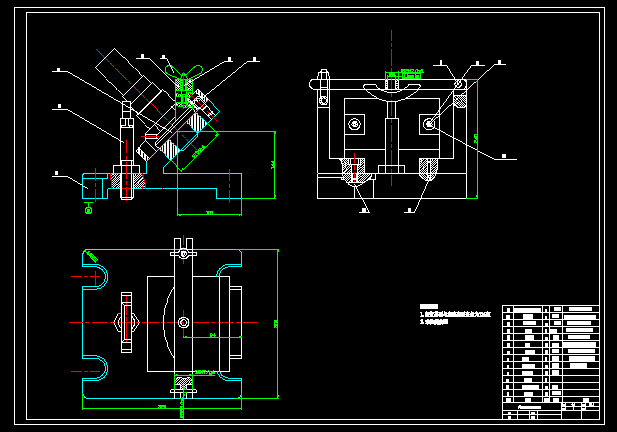
这次设计的是CA6140车床输出轴2*Φ8斜孔,包括被加工工件的零件图、工件的毛坯图、夹具装配图、夹具体图各一张,机械加工工艺过程卡片和与工序卡片各一张。输出轴作为动力装置的主要零件,工艺工装的设计与改良直接影响着其质量与性能。
本文首先介绍了输出轴的作用和工艺分析.然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和械加工余量。最后拟定钻孔的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
本次毕业设计主要是应用机械制造技术,是一次深入的综合性的总复习。通过这次毕业设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
1零件的工艺分析及生产类型的确定
1.1零件的用途
题目所给定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
图1-1所示为输出轴的零件图。结合图分析可得,φ80mm孔与动力源(电动机主轴等)配合起定心作用,用10-φ20mm销将动力传至该轴,再由φ55mm处通过键将动力输出,A、B是两段支轴颈。
目 录
1零件的工艺分析及生产类型的确定 1
1.1零件的用途 1
1.2零件的工艺性 1
1.2.1分析、审查产品的零件图和装配图 1
1.2.2零件的结构工艺性分析 1
1.3确定零件的生产类型 2
2确定毛胚、绘制毛胚简图 2
2.1选择毛胚 2
2.2确定毛胚的机械加工余量和尺寸公差 3
2.2.1毛胚的机械加工余量 3
2.2.2毛胚的尺寸公差 3
2.2.3加工余量、工序尺寸和工差的确定 4
2.2.3绘制零件毛坯简图 5
3拟定零件的工艺路线 5
3.1定位基准的选择 5
3.1.1精基准的选择 5
3.1.2粗基准的选择 5
3.2 表面加工方法的确定 6
3.3工序的安排 7
3.3.1加工阶段的划分 7
3.3.2基面先行原则 8
3.3.3先粗后精 8
3.3.4先面后孔 8
3.4工序顺序的安排 8
3.4.1机械加工工序 8
3.4.2热处理工序 8
3.5确定工艺路线 9
3.6 选择加工设备及刀、夹、量具 10
3.7 加工设备的选择
4 机械加工余量、工序尺寸及毛坯尺寸的确定
5确定切削用量及基本工时
6 零件加工设计 10
7夹具设计 12
6.1计算夹紧力并确定螺杆的直径 12
6.2对称精度的分析 13
6.3确定夹具方案 13
8设计心得 14
9参考文献 15
参考文献
[1]孟少农主编.机械加工工艺手册.机械工业出版社,1991
[2] 弈继昌主编. 机械制造工艺学及夹具设计. 中国人民出版社,1991
[3]李益民主编.机械制造工艺设计简明手册.机械工业出版社,1993
[4]黄健求主编.机械制造技术基础.机械工业出版社,2005
[5]黄如林主编.切削加工简明实用手册.化学工业出版社,2004
[6]田春霞主编.数控加工工艺.北京:机械工业出版社,2006
[7]崇 凯主编.机械制造技术基础课程设计指南. 化学工业出版社,2006
[8] 黄云清主编.公差配合与测量技术.北京:机械工业出版社,2001
[9]司乃钧,许德珠主编.热加工工艺基础. 高等教育出版社,1991
[10] 秦国华、张卫红主编 《机床夹具的现代设计方法》 航空工业出版社 2006





