
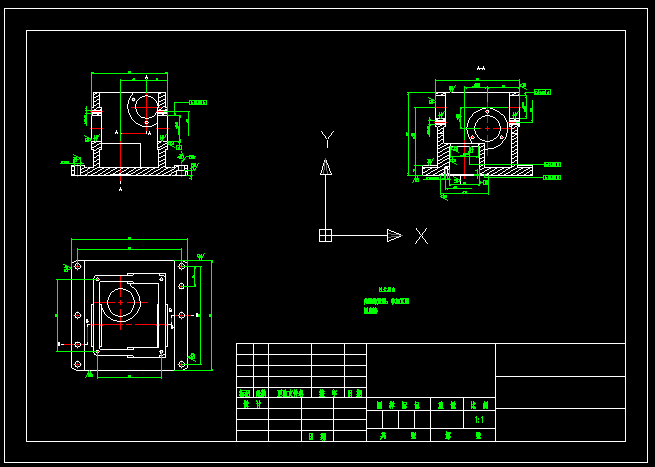





















减速器箱体工艺及钻6-Φ9孔夹具设计
摘要
机床夹具是机械加工工艺系统的一个重要组成部分。为保证工件某工序的加 工要求,必须使工件在机床上相对刀具的切削或成形运动处于准确的相对位置。 当用夹具装夹加工一批工件时,是通过夹具来实现这一要求的。机床夹具是由定 位元件,夹紧装置,对刀元件,夹具体部分组成,机床夹具设计也就是针对夹具组 成的各个部分进行设计,其中定位与夹紧量个环节是夹具设计的重点。定位就是 确定工件在夹具种的正确位置,是通过在夹具上设置正确的定位元件与工件定位 面的接触来实现的.工件的定位有完全定位和不完全定位,要根据其具体加工要 求而定,欠定位在夹具设计种是不容许的,而过定位则有条件地采用。通常,由于 定位副制造不准确或采用了基准不重合定位等原因,定位过程中会引入定位误差, 定位误差的计算要根据具体情况分析计算。夹紧是为了克服切削力等外力干扰而 使工件在空间中保持正确的定位位置的一种手段.夹紧一般在定位步骤之后,有 时定位与夹紧是同时进行的,入膨胀式定心夹紧机构。车,铣,钻,磨等不同的机床 其夹具设计具有各自典型特点,应根据具体设计任务,遵循夹具设计的基本要求和步骤进行设计。
1.铣床概述
铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。最早的铣床是美国人惠特尼于 1818 年创制的卧式铣床;为了铣削麻花钻头的螺旋槽,美国人布朗于 1862 年创制了第一台万能铣床,这是升降台铣床的雏形;1884 年前后又出现了龙门铣床;二十世纪 20 年代出现了半自动铣床,工作台利用挡块可完成"进给-决速"或"决速-进给"的自动转换。
1950 年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度。尤其是 70 年代以后,微处理机的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率。
1.1、铣床分类
铣床种类很多,一般是按布局形式和适用范围加以区分,主要的有升降台铣床、龙门铣床、单柱铣床和单臂铣床、仪表铣床、工具铣床等。
升降台铣床有万能式、卧式和立式几种,主要用于加工中小型零件,应用最广;龙门铣床包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件;单柱铣床的水平铣头可沿立柱导轨移动,工作台作纵向进给;单臂铣床的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。单柱铣床和单臂铣床均用于加工大型零件。
仪表铣床是一种小型的升降台铣床,用于加工仪器仪表和其他小型零件;工具铣床主要用于模具和工具制造,配有立铣头、万能角度工作台和插头等多种附件,还可进行钻削、镗削和插削等加工。其他铣床还有键槽铣床、凸轮铣床、曲轴铣床、轧辊轴颈铣床和方钢锭铣床等,它们都是为加工相应的工件而制造的专用铣床。
1.2、 铣床的构成
铣床有一个机动驱动主轴。夹持多齿刀具的心轴配入此主轴中。旋转圆刀具的切削刃或齿在此刀具的每一转切除的金属为切削量。工作件装在可运动的工作台上并向铣刀进刀。工作台可以手动进刀或自动进刀。当几个铣刀装在心轴上,在一次操作中几个面可以同时加工。以膝及柱铣床为例。膝及柱通常铸成一件,作成铣床的主要铸件。柱可作为强力支撑,用来支持机器的其他零件,冷却剂用于切削降温。
柱里面空间装有驱动电动机及齿轮机构,以此传送力到主轴及工作台。柱的上部支持上臂。上臂设计因机器制造厂而异。
心轴支座滑动在上臂上。心轴支座夹紧在上臂上,并支持铣刀心轴。心轴支座之下端轴承与主轴的中心完全对正。内部支座靠近中心支持心轴。
主轴是空心的,旋转于柱上端的轴承中;前端有推拔孔以接收铣床心轴的标准柄
在柱上面有一宽滑槽,通常为鸠
尾设计,以备滑动膝或托架的正确对
正。膝可以在柱上升起及降落对各种
尺寸的工作可以调整进刀深度。膝是
一个铸铁,两边加工成直角。膝的垂
直加工边在柱面上的导路滑动。膝的
上面与垂直面加工成直角,并支持在
膝上或向着或离开柱面滑动的鞍座。
有一个强度很高的升降螺升降此膝。
鞍座装在膝的上面并支持工作
台,在鞍座上的精确加工面,通常为
鸠尾状,装着铣床工作台。
工作台装在鞍座上,普通铣床的工作台运动为: 1 垂直-升起在柱的膝上 2 横向-在膝上滑动鞍座; 3 纵向-工作台在鞍座上滑动。分厘标度盘刻度为 1000 寸精度,用于调定工作台。在万能铣床的鞍座上,工作台又可以水平的旋转。
在铣床工作台的上面有纵向的 T 槽,其能用于固定工作件或工作件夹紧。
本次设计主要是围绕零件减速箱体进行设计,其结构对机床的进给加工定位十分重要
目 录
1. 铣床概述
1.1 铣床分类
1.2 铣床的构成
2.零件的分析
2.1 零件的作用
2.2 零件的工艺分析
2.3 工艺规程设计
2.4 确定毛坯的制造形式
2.4.1 表面加工方法及合理地安排热处理工序
2.5 定位基准的选择
2.6 制定工艺路线
2.6.1 工艺路线方案
2.6.2 合理利用辅助工
2.7 机械加工工艺过程
3 机械加工余量毛坯尺寸的确定
3.1 确定加工余量
4.切削用量及基本时间的确定
4.1 工序4的切削用量及基本时间确定
4.2 工序7的切削用量及基本时间确定
5.夹具设计
5.1 机床夹具概述
5.1.1 机床夹具的概念
5.1.2 对机床夹具的基本要求
5.2 工件的定位及夹紧
5.2.1 六点定位原理
5.2.2 确定工件的定位方式及定位元件的结构
5.2.3 问题的提出
5.2.4 定位基准的选择
5.2.5 工件的夹紧
5.2.6 定位元件的选择与自由度的分析
5.3 夹紧元件的选择设计
5.3.1.确定夹紧力作用方向的原则
5.4 夹紧方式的确定及夹紧力的确定
5.4.1 夹紧方式
5.4.2 夹紧力
5.4.3 夹紧力的三要素的确定
5.4.3 夹紧设计
6.定位误差的分析计算
7.夹具设计及操作简要说明
8.参考文献
9 结束语
参考文献
1.金属切削机床夹具设计手册 上海柴油机厂工艺设备研究所 机械工业出版社
2.机械制造手册 主 编 : 琬 山 , 邢 敏 沈 阳: 辽宁科学 技 术 出版
社,2002.3
3.机械加工工艺师手册
4.切削加工简明使用手册 主编:黄如林 北京:化学工业出版社,2004.4
5.机械制造装备设计 主编:李庆余 张佳 北京:机械工业出版社,2003.8
6.机械制造技术基础 主编:袁绩乾 北京:机械工业出版社,2001.8
7.机械设计课程设计手册 主编:吴宗泽 罗圣国 北京:高等教育出版社,1999
8.大连理工大学 《机械制图》 高等教育出版社
9.上海柴油机厂工艺设备研究所《金属切削机床夹具设计手册》机械工业出版社
10. 琬山,邢敏. 《机械制造手册》 辽宁科学技术出版社,2002.3
11. 杨叔子.《机械加工工艺师手册》.机械工业出版社,2001.8
12. 黄如林.《切削加工简明使用手册》化学工业出版社,2004.4
13. 李庆余、张佳.《机械制造装备设计》 机械工业出版社,2003.8
定做模具专业毕业设计请登录:http://www.bysj1.com/html/4337.html




