





















推动架的工艺设计及钻孔夹具设计
摘要
机械加工工艺规程是规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床和刀具有个正确的位置,并在加工中保持这个位置不变。
本次设计完全根据所布置的任务而设计,为适应对零件大批量的生产,特对其工艺规程及机床夹具设计都考虑了多套方案,通过比较最后确定一个合理的设计方案。主要考虑的问题有1、定位干涉与夹紧变形的问题;2、夹紧机构操作方便和安全问题;
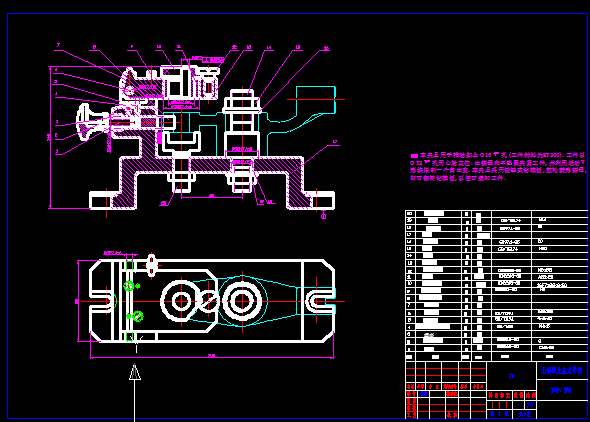
夹钻床夹具简称钻模,主要用于加工孔及螺纹。它主要由钻套、钻模板、定位及夹紧装置夹具体组成。其主要类型有以下几种。
(1)固定式钻模 在使用中,这类钻模在机床上的位置固定不动,而且加工精度较高,主要用于立式钻床上加工直径较大的单孔或摇臂钻床加工平行孔系。
(2)回转式钻模 这类钻模上有分度装置,因此可以在工件上加工出若干个绕轴线分布的轴向或径向孔系。
(3)翻转式钻模 主要用于加工小型工件不同表面上的孔,孔径小于f8~f10mm。它可以减少安装次数,提高被加工孔的位置精度。其结构较简单,加工钻模一般手工进行翻转,所以夹具及工件应小于10 kg为宜。
(4)盖板式钻模 这种钻模无夹具体,其定位元件和夹紧装置直接装在钻模板上。钻模板在工件上装夹,适合于体积大而笨重的工件上的小孔加工。夹具、结构简单轻便,易清除切屑;但是每次夹具需从工件上装卸,较费时,故此钻模的质量一般不宜超过10 kg。
(5)滑柱式钻模 滑柱式钻模是带有升降钻模板的通用可调夹具。这种钻模有结构简单、操作方便、动作迅速、制造周期短的优点,生产中应用较广。具元件多用通用件和标准件,避免用专用件以降低成本。
关键字:夹具设计 钻模 工艺路线 定位
本课题研究的是零件B6065刨床推动架,是牛头刨床进给机构中小零件, φ32 mm孔装工作台进给丝杆轴,靠进φ32 mm孔左端处装一棘轮,在棘轮上方即φ16 mm孔装一棘爪。φ16 mm孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使该零件饶φ32 mm轴心线摆动,同时拨动棘轮,使丝杆转动,实现工作台的自动进给。
刨床推动架共有两组加工表面,他们之间有一定的位置要求。现分析如下:
①32mm孔为中心的加工表面
这一组加工表面包括:φ32 mm的两个端面及孔和倒角,φ16 mm的两个端面及孔和倒角。
②以φ16 mm孔为加工表面
这一组加工表面包括:φ16 mm的一个端面和倒角,及内孔φ10mm,M8 -6H的内螺纹,φ6mm的孔及120°倒角,2mm的沟槽。
这两组加工表面有着一定的位置要求,主要是:
⑴φ32 mm孔内与16 mm中心线垂直度公差为0.10;
⑵φ32 mm孔端面与16 mm中心线的距离为12mm。
由以上分析可知,对于这两组加工表面而言,先加工第一组,在加工第二组,都用专用夹具,并且保证它们之间的位置精度。
目 录
摘要 2
Abstract 3
一、零件的分析 7
1零件的工艺分析 7
2 确定生产类型 7
二、机械加工工艺设计 8
2.1基面的选择 8
2.1.1 粗基面的选择 8
2.1.2 精基面的选择 8
2.2制订机械加工工艺路线 8
2.2.1工艺路线方案一 8
2.2.2 工艺路线方案二 9
2.2.3工艺方案的比较与分析 9
三 机械加工工艺规程 11
3.1制定工艺路线 11
3.2选择加工设备和工艺设备 11
3.2.1 机床的选择: 11
3.2.2 选择夹具 11
3.2.3 选择刀具 11
3.2.4选择量具 11
3.2.5其他 11
3.3 机械加工余量、工序尺寸及毛陪尺寸的确定 12
3.3.1 面的加工 12
3.3.2孔的加工 12
四、确定切削用量及工时定额 14
工序Ⅰ 铣φ32 mm孔的端面 14
工序Ⅱ 铣φ16 mm孔的端面 15
工序Ⅲ 铣φ32 mm孔和φ16 mm孔在同一基准上的两个端面 16
工序Ⅳ 铣深9.5mm,宽6mm的槽。 16
工序Ⅴ 铣φ10 mm孔和φ16 mm的基准面。 17
工序Ⅵ 钻、扩、铰φ32 mm,倒角45° 18
工序Ⅶ 钻φ10 mm和钻、半精铰、精铰φ16 mm的孔 19
工序Ⅷ 钻半、精铰、精铰φ16 mm,倒角45° 20
工序Ⅸ 钻螺纹孔φ6mm,攻丝M8-6H 21
工序Ⅹ 钻φ6mm的孔,锪120°的倒角 22
工序Ⅺ 拉沟槽R3 23
五、专用夹具设计 24
1、定位方式及元器件选择 24
2、夹紧方式及元器件选择 26
六、夹具的装配要求 29
七、夹具使用说明 30
7.1、夹具的操作步骤 30
7.2、夹具使用注意事项、保养及维护 30
设 计 小 结 31
致谢 32
参考文献 33
附录一 34
机床夹具设计中工件定位误差的分析及其数值计算 34
中英文翻译 38
Gear Manufacturing Methods 38
齿轮制造方法 41
参考文献
1、艾兴、肖诗纲编 《切削用量手册》 北京:机械工业出版社 1985
2、李益民编 《机械制造工艺设计简明手册》 北京:机械工业出版社 1994
3、哈尔滨工业大学编 《机床夹具设计》 上海:上海科技技术出版社1983
4、王绍俊编 《机械制造工艺设计手册》 北京:机械工业出版社 1987
5、赵家齐编 《机械制造工艺学课程设计指导》 北京:机械工业出版社 1994
6、倪森寿编 《机械工艺及装备》 北京:化学工业出版社 2003
7、倪森寿编 《机械工艺及装备课程设计指导》 北京:化学工业出版社 2003
定做液压专业毕业设计请登录:http://www.bysj1.com/html/3994.html




