





















叉形支架零件的工艺工装设计(Ф10H6钻夹具)
.1 零件的作用
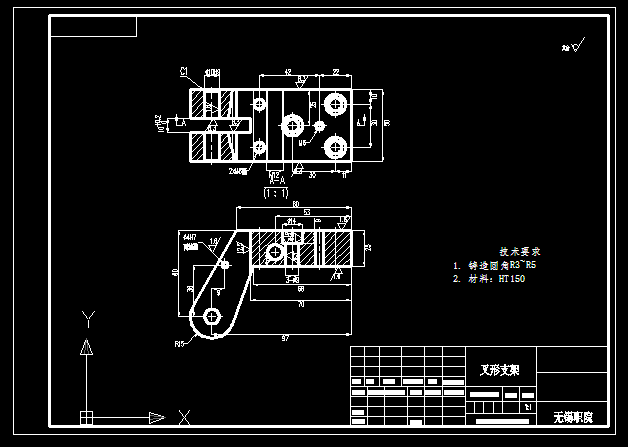
叉形支架的作用一是为了固定零部件的位置,二是起保证零部件加工精度的作用,防止因零部件本身的绕度和柔性而造成的零部件加工精度的误差。
通过对零件图的分析,因零件的尺寸不大,要求的尺寸精度高,且零件还有支出来的一部分且支出部分中间还有一个槽,导致那里的强度不高,故工艺上应注意:如何保证槽这一部分的尺寸精度达到标准要求。
通过对零件的分析,编制加工的工艺路线并通过讨论确定最优方案如下:
10、制作工件毛坯,打磨毛刺
20、,检验
30、粗铣毛坯工件的上下两平面
40、粗铣毛坯工件的两侧面
50、精铣毛坯工件的底部端面
60、磨削毛坯工件的底部端面
70、为侧面通孔及螺丝孔划中心线
80、为平面孔及螺丝孔划中心线
90、钻削侧面三个通孔,为螺纹孔攻丝
100、钻削两平面上的六个通孔和螺丝孔,并攻丝
110、铰制Ф10通孔
120、插削工件中间槽
130、铰制Ф4孔
140、倒角,清理毛刺,检验
二、工艺规程设计
(1) 毛坯的选择
叉架毛坯选择铸铁,因为生产率很高,所以可以免去每次造型。工件尺寸较小单边余量一般在 ,结构细密,能承受较大的压力,占用生产的面积较小。
(2) 粗基准的选择
选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸、位子符合图纸要求。
粗基准选择应当满足以下要求:
(1) 粗基准的选择应以加工表面为粗基准。目的是为了保证加工面与不加工面的相互位置关系精度。如果工件上表面上有好几个不需加工的表面,则应选择其中与加工表面的相互位置精度要求较高的表面作为粗基准。以求壁厚均匀、外形对称、少装夹等。
(2) 选择加工余量要求均匀的重要表面作为粗基准。例如:机床床身导轨面是其余量要求均匀的重要表面。因而在加工时选择导轨面作为粗基准,加工床身的底面,再以底面作为精基准加工导轨面。这样就能保证均匀地去掉较少的余量,使表层保留而细致的组织,以增加耐磨性。
(3) 应选择加工余量最小的表面作为粗基准。这样可以保证该面有足够的加工余量。
(4) 应尽可能选择平整、光洁、面积足够大的表面作为粗基准,以保证定位准确夹紧可靠。有浇口、冒口、飞边、毛刺的表面不宜选作粗基准,必要时需经初加工。
(5) 粗基准应避免重复使用,因为粗基准的表面大多数是粗糙不规则的。多次使用难以保证表面间的位置精度。
课题需要完成的任务:
1. 绘制零件图及毛坯-零件综合图各一张;
2. 编制机加工工艺文件;
3. 绘制Ф10H9孔钻夹具装配图及全套夹具非标准零件图;
4. 编写设计说明书(20-30页);
5. 专业外文翻译(大于3000英文字符)。
目录
1.毕业设计任务书•••••••••••••••••••••••••••••••••••••••••••••3
一、零件的分析•••••••••••••••••••••••••••••••••••••••••••••••4
(一)零件的作用•••••••••••••••••••••••••••••••••••••••••••••4
(二)零件的工艺分析•••••••••••••••••••••••••••••••••••••••••4
二、工艺规程设计•••••••••••••••••••••••••••••••••••••••••••••5
(一)毛坯的选折 •••••••••••••••••••••••••••••••••••••5
(二)定位基准的选择•••••••••••••••••••••••••••••••••••••••••5
1)基准的选择••••••••••••••••••••••••••••••••••••••••••••••5
(三)确定切削用量及工时定额••••••••••••••••••••••••••••••••5
三、专用夹具设计••••••••••••••••••••••••••••••••••••••••••••11
1.夹具的功能与组成•••••••••••••••••••••••••••••••••••••••••12
2.夹具设计的一般步骤•••••••••••••••••••••••••••••••••••••••12
3. 夹具的设计 •••••••••••••••••••••••••••••••••••••••••••15
4、定位误差分析•••••••••••••••••••••••••••••••••••••••••••••16
5、切削力及夹紧力计算•••••••••••••••••••••••••••••••••••••••19
四、参考文献••••••••••••••••••••••••••••••••••••••••••••••••21
五、毕业论文小结••••••••••••••••••••••••••••••••••••••••••••22
六、致谢••••••••••••••••••••••••••••••••••••••••••••••••••••23
七、外文翻译••••••••••••••••••••••••••••••••••••••••••••••••43
参考文献
1.《切削用量手册》 艾兴、肖诗纲编 北京:机械工业出版社
2.《机械制造工艺设计简明手册》李益明编 机械工业出版社
3.《机床夹具设计》 哈尔滨工业大学 上海科学技术出版社
4.《金属机械加工工艺人员手册》 上海科学技术出版社
5.《机制工艺及装备课程设计指导》倪森寿 化学工业出版社
www.bysj1.com www.bysj1.com/html/4534.html www.bysj1.com/html/4532.html
www.bysj1.com www.bysj1.com/html/4631.html www.bysj1.com/html/4630.html




