





















轴承座零件工艺及φ30 孔加工夹具设计
机械制造技术基础课程设计,是在我们学完了机械制造技术基础和大部分专业课,并进行生产实习的基础上进行的又一实践性教学环节。这是我们在进行毕业之前,对所学各课程的一次深入的综合性的复习,也是一次理论联系实践的训练,同时毕业设计也是我们对大学学习的总结。
通过此次设计,应该得到下述各方面的锻炼:
1、能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,保证零件的加工质量。
2、提高结构设计的能力。通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效省力,经济合理,而且能保证加工质量的夹具的能力。
3、学会使用手册及图表资料,掌握与本设计有关的各种资料的名称出处,能够做到熟练使用。
由于能力有限,经验不足,设计中还有许多的不足之处,希望各位老师多加指导。
二、工艺性分析
2.1 零件作用
设计题目所给零件为轴承座,主要作用是安装轴承以支撑轴。
2.2 零件工艺性分析 轴承座共有 4 组主要加工表面。
1、 以Φ 30mm/Φ 35mm 孔为中心的加工表面。
这组加工表面包括:Φ 30mm 孔和Φ 35 孔及倒角以及尺寸为 38mm 与Φ 30mm 孔 轴线垂直的两个端面。还有一个Φ 4mm 的油孔。 这组加工表面位置要求为:Φ 30mm 孔两外端面的平行度误差为 0.03mm.
2、 以Φ 6mm 孔为中心的加工表面。
这组加工表面包括:Φ 6mm 油孔,两个Φ 13mm 沉孔,两个Φ 9mm 通孔,两个 Φ 8mm 配作孔,以及与Φ 30mm 轴线之间尺寸为 mm 的Φ 6mm 孔的外端面。
3、 Φ 9mm 孔的外端面。
这个加工表面的位置要求为: (1) 与Φ 30mm 孔的轴线的平行度误差为 0.03mm; (2) 表面平面度误差为 0.008mm(只允许中间向材料内凹下) ,位置度误差为0.01mm。
4、槽2x1mm。
三、工艺规程设计
3.1 零件材料
零件材料为 HT200,是中碳钢,其强度较高,塑性和韧性尚高,焊接性差。 用于承受较大载荷的小截面调质件和应力较小的大型正火件, 以及对心部要求不 高的表面淬火件:曲轴、传动轴、齿轮、蜗杆、键、销等。水淬时有形成裂纹的 倾向,形状复杂的零件应在热水或油水中淬火。
3.2 毛坯选择
3.2.1 确定毛坯的类型及制造方法 由于零件的材料为 HT200, 零件的形状规则, 同时由于零件属于中批生产, 零件的轮廓尺寸不大,为了便于生产故选用模锻毛坯。 模锻加工工艺的几点优势:①由于有模膛引导金属的流动,锻件的形状可 以比较复杂;②锻件内部的锻造流线比较完整,从而提高了零件的机械性能和使 用寿命。③锻件表面光洁,尺寸精度高,节约材料和切削加工工时;④生产率较 高;⑤操作简单,易于实现机械化;⑥生产批量越大成本越低。 从零件材料及力学性能要求,零件的结构形状与大小,生产类型,现有生 产条件,充分利用新工艺、新材料等多方面综合考虑选择模锻加工工艺中的锤上 模锻。
目录
一、设计任务…………………………………………………………………4
二、工艺性分析………………………………………………………………6
2.1 零件的作用……………………………………………………………6
2.2 零件的工艺性分析……………………………………………………6
三、工艺规程设计……………………………………………………………6
3.1 零件材料………………………………………………………………6
3.2 毛坯选择………………………………………………………………6
3.3 基准的选择……………………………………………………………10
3.4 制订工艺路线…………………………………………………………12
3.5 机械加工余量、工序尺寸及公差……………………………………17
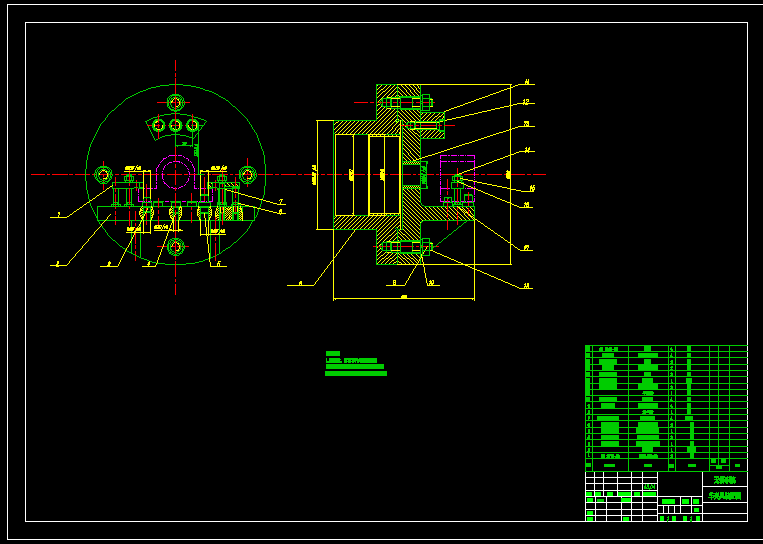
四、夹具设计…………………………………………………………………32
4.1 车床夹具的主要类型…………………………………………………32
4.2 平衡措施………………………………………………………………33
4.3车床夹具的设计要点…………………………………………………33
4.4专用夹具的设计………………………………………………………34
五、设计小结…………………………………………………………………37
六、参考资料…………………………………………………………………38
参考资料
《零件制造工艺与装备——机械制造技术 》吴慧媛 韩邦华主编 袁志明 夏国锋主审
电子工业出版社
《互换性与测量技术》 高晓康 陈于萍编
高等教育出版社
《机械制图》 姚民雄 华红芳 等编著 孙燕华 主审
电子工业出版社
《切削用量简明实用手册》 黄如林 主编 刘新佳 汪群 副主编
化学工业出版社
《机械加工工艺师手册》 杨叔子 主编
机械工业出版社
《金属机械加工工艺人员手册》 《金属机械加工工艺人员手册》增订组编
上海科学技术出版社
《机床夹具设计手册》 王光斗 王春福 主编
上海科学技术出版社
http://www.bysj1.com/html/4857.html http://www.bysj1.com/html/5168.html




