
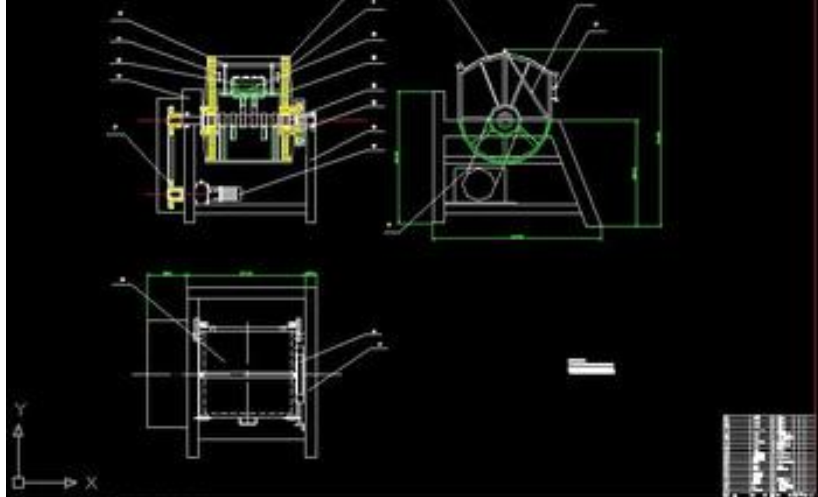





















叶轮座零件加工工艺与镗4-φ110孔夹具设计
第1章 零件的工艺规程
1.1机械加工工艺规程制订
技术要求:
(1)铸件应消除应力。
(2)未注明铸造圆角为R2-R3。
(3)铸件表面不得有粘纱、多肉、裂纹等缺陷。
(4)未注明倒角为0.5*45.
(5)去毛刺倒顿。
(6)材料为:HT200。
(7)锥孔用圆锥规检查,接触面积不小于60%。
(8)在叶片装配前核正静平衡在最大外圆上允差12克。
(9)4-φ110H7孔相互位置角度偏差不大于11度。
1.1.1生产过程与机械加工工艺过程
生产过程是指将原材料转变为成品的全过程。它包括原材料的运输、保管于准备,产品的技术、生产准备、毛坯的制造、零件的机械加工及热处理,部件及产品的装配、检验调试、油漆包装、以及产品的销售和售后服务等。
机械工工艺过程是指用机械加工方法改变毛坯的形状、尺寸、相对位置和性质使其成为零件的全过程。
机械加工工艺过程的基本单元是工序。工序又由安装、工位、工步及走刀组成。
规定产品或零件制造过程和操作方法等工艺文件,称为工艺规程。机械加工工艺规程的主要作用如下:
①机械加工工艺规程是生产准备工作的主要依据。根据它来组织原料和毛坯的供应,进行机床调整、专用工艺装备的设计与制造,编制生产作业计划,调配劳动力,以及进行生产成本核算等。
②机械加工工艺规程也是组织生产、进行计划调度的依据。有了它就可以制定进度计划,实现优质高产和低消耗。
③机械加工工艺规程是新建工厂的基本技术文件。根据它和生产纲领,才能确定所须机床的种类和数量,工厂的面积,机床的平面布置,各部门的安排。
1.1.2机械加工工艺规程
机械加工工艺过程卡片和机械加工工序卡片,是两个主要的工艺文件。对于检验工序还有检验工序卡片;自动、半自动机床完成的工序,还有机床调整卡片。
机械加工工艺过程卡片是说明零件加工工艺过程的工艺文件。
机械加工工序卡片是每个工序详细制订时,用于直接指导生产,用于大批量生产的零件和成批生产中的重要零件。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺过程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。工艺规程是依据工艺学原理和工艺试验,经过生产验证而确定的,是科学技术和生产经验的结晶.所以,它是获得合格产品的技术保证,是指导企业生产活动的重要文件.正因为这样,在生产中必须遵守工艺规程,否则常常会引起产品质量的严重下降,生产率显著降低,甚至造成废品.但是,工艺规程也不是固定不变的,工艺人员应总结工人的革新创造,可以根据生产实际情况,及时地汲取国内外的先进工艺技术,对现行工艺不断地进行改进和完善,但必须要有严格的审批手续。
1.1.3制订机械加工工艺规程的原始资料
1制定装配工艺规程的原则
1、保证产品装配质量,力求提高质量,以延长产品的使用寿命
2、合理安排装配顺序和工序,尽量减少钳工手工劳动量,缩短装配周期,提高装
配效率。
3、尽量减少装配占地面积,提高单位面积的生产率。
4、要尽量减少装配工作所占的成本。
2制订机械加工工艺规程时,必须具备下列原始资料:
①产品的全套技术文件,包括产品的全套图纸、产品的验收质量标准
以及产品的生产纲领。
②毛坯图及毛坯制造方法。工艺人员应研究毛坯图,了解毛坯余量,结构工艺性,以及铸件分型面,浇口、冒口的位置,以及正确的确定零件的加工装夹部位及方法。
③镗间的生产条件。即了解工厂的设备、刀具、夹具、量具的性能、规格及精度状况;生产面积;工人的技术水平;专用设备;工艺装备的制造性能等。
④各种技术资料。包括有关的手册、标准、以及国内外先进的工艺技术等。
目 录
序 言
第1章 零件的工艺规程 1
1.1机械加工工艺规程制订 1
1.1.1生产过程与机械加工工艺过程 1
1.1.2机械加工工艺规程 2
1.1.3制订机械加工工艺规程的原始资料 3
1.2零件的分析 4
1.2.1零件的结构分析 4
1.2.2零件的技术要求分析 5
第2章 机械加工工艺设计 7
2.1基准面的选择 7
2.1.1 粗基准面的选择 8
2.1.2 精基准面的选择 8
2.2确定毛胚 9
2.2.1铸件尺寸公差 9
2.2.2机械加工余量 10
2.3制定工艺路线 12
2.3.1确定机械加工工艺路线 12
2.3.2 选择加工设备及工艺装备 12
2.3.3确定机械加工工艺路线 13
第3章 确定切削用量及工时定额 14
3.1镗φ216, φ145的外圆 14
3.2 铣左,右端面 16
3.3 镗φ90 mm孔和φ68 mm的孔并倒角1*45。 18
3.4 拉键槽 20
3.5 粗, 精镗4-φ110的孔、4-φ42的孔 20
第4章 专用夹具设计 22
4.1夹具的特点 22
4.2 夹具分类 22
4.2.1通用夹具 22
4.2.2专用夹具 22
4.2.3组合夹具 23
4.2.4自动线夹具 23
4.3研究夹具的目的和意义 24
4.4夹具的国内外现状和发展趋势 25
4.5夹具的基本结构和工作原理 26
4.6确定夹具类型 27
4.6.1有适当的精度和尺寸稳定性 28
4.6.2有足够的强度和刚度 28
4.6.3结构工艺性好 28
4.6.4排屑方便 28
4.6.5在机床上安装稳定可靠 29
4.7确定夹紧方案 29
毕业设计小结 32
致 谢 33
参考文献 34
参考文献
1、《切削用量手册》 艾兴、肖诗纲编 北京:机械工业出版社 1985
2、《机械制造工艺设计简明手册》 李益民编 北京:机械工业出版社 1994
3、《机床夹具设计》 哈尔滨工业大学编 上海:上海科技技术出版社1983
4、《机械制造工艺设计手册》 王绍俊编 北京:机械工业出版社 1987
5、《机械制造工艺学课程设计指导》赵家齐编 北京:机械工业出版社 1994
6、《机械工艺及装备》 倪森寿编 北京:化学工业出版社 2003
7、《机械工艺及装备课程设计指导》倪森寿编 北京:化学工业出版社 2003
http://www.bysj1.com/html/4862.html http://www.bysj1.com/html/5172.html




