





















M224内圆磨床静压车头改进设计与工艺研究
摘 要
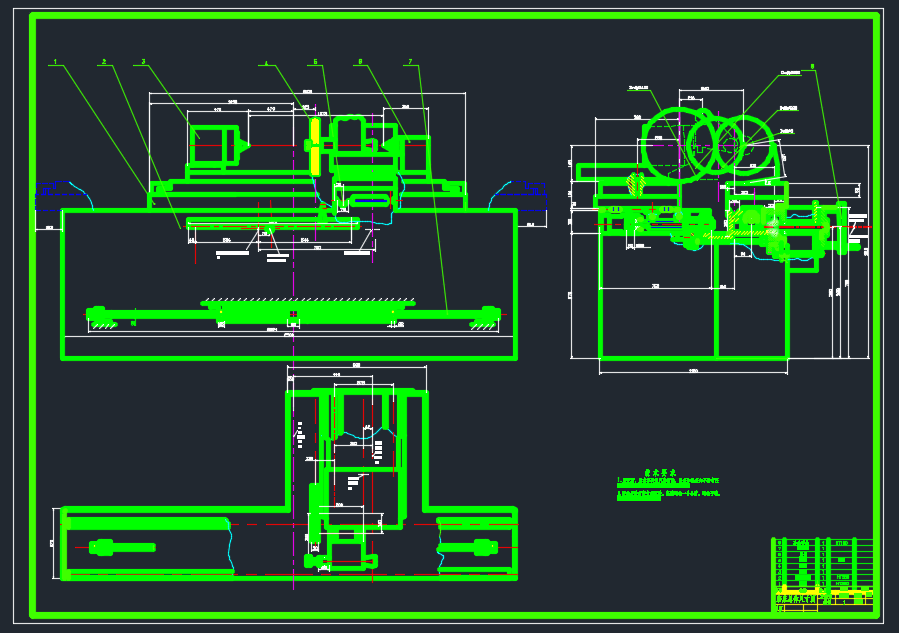
在全面了解磨床结构、工作原理、液压系统的基础上,论文对磨床总体尺寸进行布局及对液压系统进行设计。M224型万能外圆磨床主要以磨削圆柱形或圆锥形(包括阶梯形)的外圆表面和内孔,成品的尺寸精度可达1~2级,表面光洁度可达T8~T10。对机床液压系统有着较高、较复杂的要求。本设计是对M224内圆磨床静压车头改进设计.
关键词:磨床;万能型外圆磨床;静压车头;操纵箱
ABSTRACT
On the basis of a comprehensive understanding of the structure, working principle and hydraulic system of the grinder, the layout of the overall size of the grinder and the design of the hydraulic system are presented in this paper. M224 universal cylindrical grinding machine is mainly to grinding cylindrical or conical (including staircase) outer surface and inner hole. The precision of the finished product can reach 1~2 levels, and the surface finish can reach T8 to T10. There is a higher and more complicated requirement for the hydraulic system of machine tools. This design is to improve the design of M224 internal grinder static pressure head.
Key words: grinder; universal cylindrical grinder; hydrostatic head; control box.
目录
摘 要 1
ABSTRACT 2
第1章 绪 论 4
1.1 选题的背景、目的及其意义 4
1.1.1背景 4
1.1.2目的及意义 6
1.2 国内外磨床研究状况和相关领域中已有的研究成果 6
1.3 对选题的研究设想、研究方法 7
1.4预期结果和意义 8
第2章 机床总体方案的确定 9
2.1 总体设计 9
2.1.1 主要技术指标设计 9
2.1.2 总体方案设计 10
2.1.3 总体方案综合评价和选择 10
2.1.4 总体方案的设计修改和优化 10
2.2 详细设计 10
2.3 机床整体综合评价 10
2.4 本章小结 10
第3章 静压车头改进设计 11
3.1 纵向尺寸关系图的确定与绘制 11
3.1.1 确定纵向尺寸的基准线 11
3.1.2 确定砂轮对称中心线位置 12
3.1.3 确定工作台对称中心线位置 13
3.1.4 确定上、下工作台长度 13
3.1.5 确定油压筒用活塞杆的固定形式和长度 13
3.1.6 确定后床身上面的垫导板导轨尺寸位置 14
3.1.7 确定横向进给丝杆中心位置 14
3.1.8 确定手摇台面机构的手轮中心位置 14
3.1.9 确定齿条长度及齿轮位置 15
3.2 横向尺寸关系图的确定与绘制 15
3.2.1 确定横向尺寸的基准线 15
3.2.2 确定上、下工作台厚度和宽度 15
3.2.3 确定头、尾架顶尖中心位置 17
3.2.4 确定头、尾架顶尖中心至床身面的高度() 17
3.2.5 确定横进给机构手轮中心的高度 17
3.2.6 确定油压套中心位置 17
3.2.7 确定工作台回转中心位置 17
3.2.8 确定后床身有关的几个尺寸 17
3.2.9 确定最大最小极限位置 18
3.2.10 确定砂轮架横向行程长度 18
3.2.11 确定滑鞍长度L滑鞍 19
3.2.12 确定垫板长度L滑鞍 19
3.3 本章小结 20
参考文献 17
第1章 绪 论
1.1 选题的背景、目的及其意义
磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
1.1.1背景
1.正在精磨轧辊的大型磨床
磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
十八世纪30年代,为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
1876年在巴黎博览会展出的美国布朗-夏普公司制造的万能外圆磨床,是首次具有现代磨床基本特征的机械。它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。
1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。例如20世纪初,先后研制出加工气缸体的行星内圆磨床、曲轴磨床、凸轮轴磨床和带电磁吸盘的活塞环磨床等。
自动测量装置于1908年开始应用到磨床上。到了1920年前后,无心磨床、双端面磨床、轧辊磨床、导轨磨床,珩磨机和超精加工机床等相继制成使用;50年代又出现了可作镜面磨削的高精度外圆磨床;60年代末又出现了砂轮线速度达60~80米/秒的高速磨床和大切深、缓进给磨削平面磨床;70年代,采用微处理机的数字控制和适应控制等技术在磨床上得到了广泛的应用[1]。
2.能做镜面磨削的精密磨床
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。
外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。不过外圆磨床的自动化程度较低,只适用于中小批单件生产和修配工作。
内圆磨床的砂轮主轴转速很高,可磨削圆柱、圆锥形内孔表面。普通内圆磨床仅适于单件、小批生产。自动和半自动内圆磨床除工作循环自动进行外,还可在加工中自动测量,大多用于大批量的生产中。
平面磨床的工件一般是夹紧在工作台上,或靠电磁吸力固定在电磁工作台上,然后用砂轮的周边或端面磨削工件平面的磨床;无心磨床通常指无心外圆磨床,即工件不用顶尖或卡盘定心和支承,而以工件被磨削外圆面作定位面,工件位于砂轮和导轮之间,由托板支承,这种磨床的生产效率较高,易于实现自动化,多用在大批量生产中。
3.大型曲轴磨床
工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
砂带磨床是以快速运动的砂带作为磨具,工件由输送带支承,效率比其他磨床高数倍,功率消耗仅为其他磨床的几分之一,主要用于加工大尺寸板材、耐热难加工材料和大量生产的平面零件等。
专门化磨床是专门磨削某一类零件,如曲轴、凸轮轴、花键轴、导轨、叶片、轴承滚道及齿轮和螺纹等的磨床。除以上几类外,还有珩磨机、研磨机、坐标磨床和钢坯磨床等多种类型。
1.1.2目的及意义
磨床是金属切削行业的一个重要分支,随着工业的发展,对机械零件的加工精度及表面粗糙度的要求日益提高,磨削加工显得更加重要。尤其在汽车、电力、船舶、冶金、军工、航空航天等行业,国产数控磨床正在发挥着越来越大的作用。
1.2 国内外磨床研究状况和相关领域中已有的研究成果
随着生产的发展,社会需求也在发生变化。在机械制造业中,多品种、小批量生产的需求日益增加,因此出现了与之相适应的FMS等先进制造系统。机床是FMS的核心装备。前期的FMS,可以说是“以机床为主的系统”设计,即根据现有机床的特点来构成FMS,但是传统的机床(包括数控机床)设计时并未考虑到它在FMS中的应用,因此在功能上制约了FMS的发展。FMS的发展对机床提出了新的要求,要求机床设计向“以系统为主的机床设计”方向发展,即在机床设计时就要考虑到它如何更好地适应FMS等先进制造系统的要求,例如要求具有时、空柔性,与物流的可亲性等等,这就机床设计的方法学提出了新的要求。
国产数控磨床正在发挥着越来越大的作用。“十一五”期间,经过调整和整合期后的磨床行业,将会迎来新一轮的发展期。
2003年和2004年两年的磨床市场交易量(内销、进口、出口量的总和)为64756台,其中内销量占63.63%、进口量为23.44%、出口量为12.92%;市场交易额为108.06亿元,其中内销额占34.34%、进口额占63.80%、出口额占1.86%。从而可知,进口量占磨床市场交易量的23.44%,而进口额占磨床市场交易额的63.6%,可见进口磨床的技术档次或附加值远远高出内销磨床。目前汽车制造厂曲轴线上的磨床主要依赖进口,而国产磨床基本供汽车零配件厂使用[5]。



