





















一二挡换挡拨叉工艺夹具设计
摘要:本次课题设计的是换挡拨叉,包括零件图、毛坯图各一张,车夹具、铣夹具各一套图纸,机械加工工艺过程卡片、工序卡片、工艺卡片各一张。首先我们要熟悉零件和了解其作用,它位于汽车变速构
中,主要起换档作用。然后,根据零件的性质和零件图上的粗糙度确定毛坯的尺寸和械加工余量。最后拟定拨工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望能通过这次课程设计,了解认识一般机器零件的生产工艺过程,用自己已学过的技术基础课和专业课的知识,自主努力的完成这次的设计任务,把理论和实际结合起来,从中锻炼自己分析问题、解决问题的能力,为以后的工作提前做好基础。
关键词:工艺 换挡拨叉 毕业设计
Abstract:This topic design is the shift fork,including a part drawing, blank drawing, clamp, milling car each of a set of drawings, machining process CARDS, process CARDS, process CARDS each one.First of all, we must be familiar with parts and understand its role, it is in the car shifting mechanism, main role shift.Then, according to the roughness on the nature of the components and parts diagram to determine the size of the blank and machinery machining allowance.To dial the technology roadmap of poor, the end, the workpiece clamping
scheme, draw the fixture assembly drawing.
As far as I'm concerned,I hope I can pass the course design, through the general machine parts production process,with his own has learned technical knowledge of the basic course and specialized course, independent efforts to complete the design task,combine theory and practice, to exercise their analysis problem, problem-solving ability,foundation for later work ahead of time.
Keywords: technology shift fork Graduation
目录
第一章零件的分析……………………………………………8
1.1零件的工艺分析…………………………………………………8
1.2确定毛坯 ………………………………………………………8
1.3零件的其他技术要求……………………………………………8
第二章工艺规程设计…………………………………………8
2.1机械加工工艺方案的确定………………………………………8
2.1.1工艺方案的比较与分析……………………………………8
2.1.2确定工艺路线………………………………………………12
2.2机械加工工序设计 ……………………………………………13
2.2.1 40工序设计………………………………………………13
2.2.2 50工序设计………………………………………………14
2.2.3 60工序设计………………………………………………15
2.2.4 70工序设计………………………………………………16
2.2.5 80工序设计………………………………………………17
2.2.6 90工序设计………………………………………………18
2.2.7 95工序设计………………………………………………18
2.2.8 110工序设计………………………………………………19
2.2.9 115工序设计………………………………………………19
第三章夹具设计……………………………………………………20
3.1车夹具设计………………………………………………………20
3.1.1定位元件设计…………………………………………………20
3.1.2调整元件设计 ………………………………………………21
3.1.3安装元件设计 ………………………………………………21
3.1.4夹紧机构设计…………………………………………………21
3.1.5夹具体设计……………………………………………………21
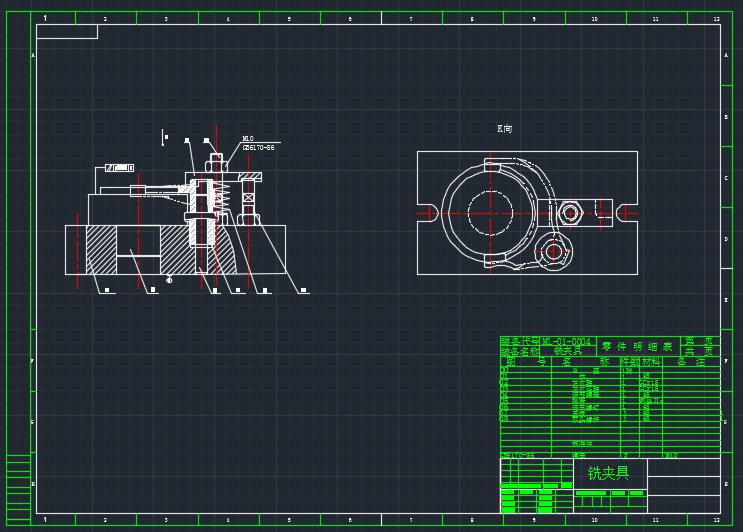
3.2铣夹具设计………………………………………………………22
3.2.1定位元件设计…………………………………………………23
3.2.2调整元件设计…………………………………………………23
3.2.3安装元件设计…………………………………………………24
3.2.4夹紧机构设计…………………………………………………24
3.2.5夹具体设计……………………………………………………24
设计心得
致谢
参考文献
附录
第一章、零件的分析
1.1、零件的工艺分析
零件的材料为45钢,为此以下是汽车换档拨叉需要加工的表面以及加工表面之间的位置要求:
1、孔Φ12以及与此孔相通的Φ4.5的孔
2、下U型口及其两端面
3、换档拨叉底面、下U型口两端面与孔Φ12中心线的垂直度误差为0.2mm。
由上面分析可知,可以粗加工Φ11的孔,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,选择以孔为基准加工的面作为孔加工的精基准。最后,以精加工的孔为基准加工其他所有的面。此换档拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
1.2、确定毛坯
零件的材料为45钢,考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故采用模锻件作为毛坯。由于此材料的刚度较差,在工作部分拨叉脚处粗加工后需要淬火处理后才可以进行磨削加工。
1.3零件的其他技术要求
零件毛坯选用,在工作部分拨叉脚处需要进行热处理(正火)使表面硬度达到要求,淬硬深度为0.5-1.5mm,使材料的硬度提高,达到工作要求(HRC50-60),表面镀硬铬0.02-0.05mm,最终检验时要严格按照设计尺寸以及设计要求进行检验。
第二章、工艺规程设计
2.1机械加工工艺方案的确定
2.1.1工艺方案的比较与分析
零件结构分析可知:主要包括孔和成型面。根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
选择零件的加工方法及工艺路线方案如下:
方案1
工序 10 毛坯精铸成型
工序 20 毛坯入库检验
工序 30 毛坯入库
工序 40 加工拨叉中孔 ,以上下端面为定位基准,采用C336-1六角车床并采用专用夹具;
工序 50 反向,以Φ12孔为定位基准,采用C336-1六角车床并采用专用夹具;
工序 60 粗车拨叉换挡工作面,以Φ12孔为定位基准,采用C336-1六角车床并采用专用夹具;
工序 70 精车拨叉换挡工作面,以Φ12孔为定位基准,采用C336-1六角车
床并采用专用夹具;
工序 80 铣拨叉换挡安装面,以Φ12孔为定位基准,采用X5020B万能卧
式升降台铣床
工序 85 去毛刺 钳工台
工序 90 磨拨叉换挡安装面 M7120D平面磨床
工序 95 拨叉换挡安装面抛光 Z5125A钻床
工序 100 清洗 800-2通过式履带清洗机
工序 105 棱边倒角、综合去毛刺 钳工台
工序 110 钻Φ4.5销孔 立钻
工序 115 反向Φ4.5销孔孔口倒角 立钻
工序 120 零件清洗 800-2通过式履带清洗机
工序 130 拨叉工作面高频淬火
工序 140 零件清洗 800-2通过式履带清洗机
工序 150 拨叉工作面镀铬
工序 160 综合检查 钳工台
工序 170 零件防锈
工序 180 包装
工序190 产品入库
方案2
工序 10 毛坯精铸成型
工序 20 毛坯入库检验
工序 30 毛坯入库
工序 40 反向 ,以上下端面为定位基准,采用C336-1六角车床并采用专用夹具;
工序 50 粗车拨叉换挡右工作面,以Φ12孔为定位基准,采用C336-1六角车床并采用专用夹具;
工序 60 粗车拨叉换挡左工作面,以Φ12孔为定位基准,采用C336-1六角车床并采用专用夹具;
工序 70 精车拨叉换挡右工作面,以Φ12孔为定位基准,采用C336-1六角
车床并采用专用夹具;
工序 80 精车拨叉换挡左工作面,以Φ12孔为定位基准,采用C336-1六角
车床并采用专用夹具;
工序 85 铣拨叉换挡安装面,以Φ12孔为定位基准,采用X5020B万能卧式升降台铣床
工序 90 磨拨叉换挡安装面 M7120D平面磨床
工序 95 拨叉换挡安装面抛光 Z5125A钻床
工序 100 清洗 800-2通过式履带清洗机
工序 105 棱边倒角、综合去毛刺 钳工台
工序 110 钻Φ4.5销孔 以Φ12孔为定位基准 ,采用立钻
工序 115 反向Φ4.5销孔孔口倒角 以Φ12孔为定位基准,采用立钻
工序 120 零件清洗 800-2通过式履带清洗机
工序 130 拨叉工作面高频淬火
工序 140 零件清洗 800-2通过式履带清洗机
工序 150 拨叉工作面镀铬
工序 160 综合检查 钳工台
工序 170 零件防锈
工序 180 包装
工序190 产品入库
方案3
工序 10 毛坯精锻成型
工序 20 毛坯入库检验
工序 30 毛坯入库
工序 40 加工拨叉中孔 ,以上下端面为定位基准,采用C336-1六角车床并采用专用夹具;
工序 50 反向,以Φ68圆为定位基准,采用C336-1六角车床并采用专用夹具;
工序 60 粗车拨叉换挡工作面,以Φ68圆为定位基准,采用C336-1六角车床并采用专用夹具;
工序 70 精车拨叉换挡工作面,以Φ68圆为定位基准,采用C336-1六角车
床并采用专用夹具;
工序 80 铣拨叉换挡安装面,以Φ68圆为定位基准,采用X5020B万能卧
式升降台铣床
工序 85 去毛刺 钳工台
工序 90 磨拨叉换挡安装面 M7120D平面磨床
工序 95 拨叉换挡安装面抛光 Z5125A钻床
工序 100 清洗 800-2通过式履带清洗机
工序 105 棱边倒角、综合去毛刺 钳工台
工序 110 钻Φ4.5销孔 立钻
工序 115 反向Φ4.5销孔孔口倒角 立钻
工序 120 零件清洗 800-2通过式履带清洗机
工序 130 拨叉工作面高频淬火
工序 140 零件清洗 800-2通过式履带清洗机
工序 150 拨叉工作面镀铬
工序 160 综合检查 钳工台
工序 170 零件防锈
工序 180 包装
工序190 产品入库
工艺方案的分析:毛坯锻造之后应马上安排热处理工序,以消除锻造过求程中的各种应力。工艺路线二选择的定位基准都是以Φ12孔为定位基准,定位基准选择错误,工艺路线三工序比较分散,工序数目角度,装夹零件次数较多,所以选择工艺路线一。
参考文献:
[1] 倪森寿,吕伟文,谈向群 机械技术基础[M]北京:人民邮电出版社,2009
[2] 倪森寿 机械制造工艺与装备[M]北京:化学工业出版社,2008
[3] 薛源顺 机床夹具设计[M]第二版,北京:机械工业出版社,2003
[4] 李昌年 机床夹具与制造[M] 北京:机械工业出版社,2007
[5] 夏碧波 机械制造技术[M]北京:中国电力出版社,2008
[6] 李洪 机械加工工艺手册[M]北京:北京出版社版,2003
[7] 刘登平 机械制造工艺及机床夹具设计[M]北京:北京理工大学出版社,2001
[8] 马振福 机械制造技术[M]北京:机械工业出版社,2005
[9] 张佳 机械制造装备设计[M]北京:机械工业出版社,2003
[10]赵家齐 机械制造工艺学课程设计指导书[M]北京:机械工业出版社,2000
附录:
1、机械加工工序卡50
2、机械加工工序卡60
3、机械加工工序卡80
4、机械加工工艺过程卡
5、机械加工工艺卡片
6、拨叉工件图 1张
7、拨叉毛坯图 1张
8、铣夹具总图 1张
9、车夹具总图 1张
10、铣夹具体 1张
11、车夹具体 1张
12、外文翻译




