





















柴油机端盖机械加工工艺编制及镗夹具设计
摘 要:齿轮罩盖目前是一种普遍的机械装置,应用于大批量生产领域,具有相当大的作用,主要是起到对产品的一个保护作用,可以避免杂质进入机械,也对操作者的安全有极大的保护,所以罩盖的设计要求还是很高的!
本文就是社会生产的实际需要提出的设计题目,罩盖的设计是要根据你所要配置的机械设备的尺寸,这里加工的前端齿轮罩盖外形不是规整的,我们通过数控铣床还是比较容易加工的,在编程的过程中弧形指令用的多一点。加工小孔只需要选择对应的麻花钻,有的需要攻丝,大孔我们需要在镗床上进行加工!
本文在夹具设计上还是费了时间的,由于我们的零件是薄壁零件,外形不规则,所以增加了夹具设计的难度,我们第一个选择的是通过一个大孔的夹紧定位,采用的一面俩銷,这也是常用的定位方式,由于我们粗糙度要求不高,这样的定位可以满足我们的加工。一套夹具是不能够很好的加工的,所以我们还做了一副铣床上的第二副夹具,便于加工出更精准的零件!
最后希望此次设计的夹具能达到预期的设计要求,并能在实际的应用中取得良好的效果。
关键词:铣床;镗床;钻孔;夹具;
Mechanical?Design?
Abstract:Gear cover cap is a kind of general machinery, applied in mass production, have considerable effect, mainly play a protective role of products! It can avoid impurities into the machinery, and it can protect the operator safety greatly. So the design of the cover cap requirement is very high!
This paper is to design topic, put forward by the production of the practical need of society! Lid is designed according to you to configure the size of the mechanical equipment. This processing and the front end of the gear cover cap is not neat appearance. But we are easy to processing by CNC milling machine . In the process of programming arc command with a little more. Processing holes only need to select the corresponding twist drill, some need to tapping.But big holes we need on the boring machine for processing!
This article on the fixture design still had time. As a result of our parts are thin-walled parts and it has irregular shape. So increasing the difficulty of fixture design. We are the first choice is through a clamping positioning hole and use one side of the two pins. This is also a common way of clamping, due to our roughness requirement is not high. So it’s positioning can meet our processing. A set of fixture is not able to very good processing, so we also adopt the hydraulic system drives the second fixture, it’s easy to work out more accurate parts!
Last hope the design of the fixture can achieve the desired design requirements, and can achieve good effect in practical application.
Key words: milling machine; boring machine; drilling; fixture;
毕业设计论文目录
第一章绪论
1.1本课题的研究内容和意义………………………………………………………….3
1.2国内外的发展概况………………………………………………………………….3
1.3本课题应达到的要求……………………………………………………………….4
第二章分析零件
2.1零件作用……………………………………………………………………………..5
2.2零件结构分析………………………………………………………………………..5
2.3零件技术要求分析…………………………………………………………………..5
第三章确定毛坯零件类型
3.1毛胚选择……………………………………………………………………………..6
3.2铸件加工余量………………………………………………………………………..6
第四章拟定工艺路线
4.1零件表面孔加工方法………………………………………………………………..7
4.2工序的合理组合………………………………………………………………………7
4.2.1加工顺序的选择…………………………………………………………………..7
4.3确定工艺路线…………………………………………………………………………8
4.3.1工艺路线一…………………………………………………………………………8
4.3.2工艺路线二…………………………………………………………………………9
4.3.3最终工艺路线三……………………………………………………………………9
第五章选择定位基准
5.1粗基准选择……………………………………………………………………………10
5.2精基准选择…………………………………………………………………………..10
第六章确定机械加工余量,工序尺寸
6.1各工序加工余量……………………………………………………………………11
6.2确定各工序加工余量和基本工时…………………………………………………11
第七章夹具设计
7.1镗夹具设计………………………………………………………………………..25
7.1.1镗夹具的选择与设计……………………………………………………………26
7.1.2夹紧机构定位方案的选择………………………………………………………26
7.1.3夹紧机构方案的选择……………………………………………………………27
7.1.4夹具体的设计…………………………………………………………………..27
7.1.5对刀装置…………………………………………………………………………27
7.1.6夹具操作简介……………………………………………………………………28
第八章结论与展望
8.1结论………………………………………………………………………………….30
8.2不足之处及未来展望……………………………………………………………….31
参考文献……………………………………………………………………………...38
致谢……………………………………………………………………………………..39
毕业设计说明书
一、 绪论
(一)本课题的研究内容和意义
前端齿轮罩盖的主要作用是防止机器工作环境中的杂物进入到机器里对其中的机构,如对齿轮造成影响甚至损坏零部件,因此齿轮罩盖可以有效保护机器内部的零件。另外罩盖将机器封闭起来,可以保证操作者的安全,所以齿轮罩盖的研究是很有必要的。
另外毕业设计对我四年的大学生活学习也是一次总结。通过本次毕业设计,应使学生在下述各方面得到锻炼:
1、进一步培养学生的识图,制图,运算和编写技术文件等基本技能。
2、熟练的运用机械制造基础、机械制造技术和其他有关课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。
3、能够根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,提高结构设计能力。
4、能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。
5、培养学生运用机械制造工艺学及有关课程的知识,结合生产实习中学到的实践知识,独立的分析和解决工艺问题。
(二)国内外的发展概况
由于前端齿轮罩盖属于薄壁类零件,外形不规则,所以要加工出既符合技术要求又能做到外形美观,国内外最大的问题就是如何夹紧定位,也就是设计出优秀的夹具是关键。当今世界正在发生的深刻变化,对制造业产生了深刻的影响,制造过程和制造工艺也有了新的内涵。传统制造业不断吸收机械、信息、材料等方面的最新成果,并将其综合应用于产品开发与设计、制造、检测、管理及售后服务的制造全过程。21世纪的制造业呈现出高技术化、信息化、绿色化、极端化、服务增值等特点和趋。
随着机械大生产的突飞猛进,各类机床性能的不断提高,加工罩盖也变得简单许多。我们主要用到的就是铣床和钻床,铣床加工上我们可以利用UG编程,把所有的走到路线,用电脑可识别的语言输入进去,大大减少了工人的计算和装卸搬运,提高了生产效率。所以,与五六十年代比较,我们加工容易,使用也比较广泛,我相信随着自动化和计算机的发展,我们的生产效率会越来越高!
(三)本课题应达到的要求
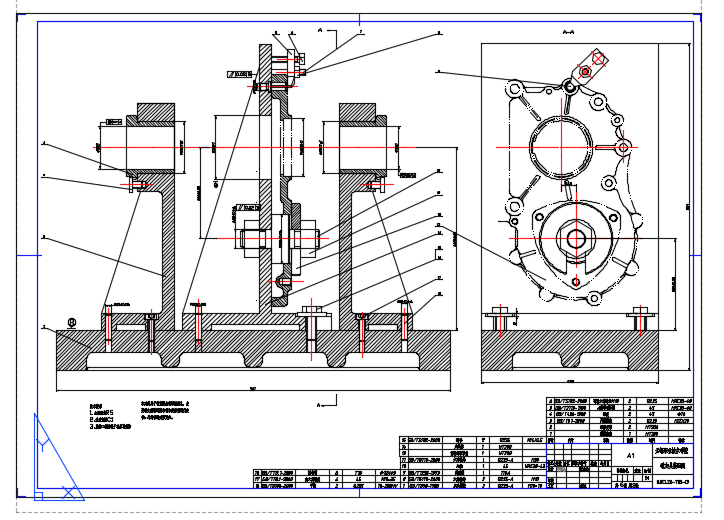
本次设计的题目是“前端齿轮罩盖工艺工装设计”加工主要包括:铸造、铣削、钻孔、镗孔、开槽。另外我们需要做2套夹具来方便加工,一套是镗床夹具用来加工φ95的孔,精度要求较高。第二副夹具是铣床夹具,加工前端齿轮罩盖的上端面。
机械制造工艺学课程设计是在我们大学基础课,技术基础课以及大部分专业课之后进行的。这是我们进行课程设计之前对所学课程的一深入的综合性的连接,也是一次理论联系实际的训练。因此,它在我的大学学习生活中占有十分重要的地位。这次设计我们能综合运用机械制造基础中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决了零件机械制造工艺问题,
我们加工精度要达到的要求是:罩盖的前后俩个端面粗糙度要求为Ra=3.2umm、平面度为0.02mm; 罩盖的下表面的粗糙度要求为Ra=6.3um、平面度为0.06mm;罩盖上两孔∮88 、∮80内壁粗糙度要求为Ra=3.2um; 罩盖上端面2-M10螺纹孔有位置度要求φ0.4mm ; 罩盖上端面3-φ14孔以及2-φ15孔位置度要求均为0.4mm;其余光孔粗糙度要求要求为Ra=12.5um。
在老师和同学的帮助下,我还对夹具,机床,刀具的的结构和工作原理有了更深的了解,不知不觉中我的图纸分析、结构设计能力都得到了提高,为今后的毕业设计及未来从事的工作打下了良好的基础。这次的毕业设计告诉我,做任何事情要有一个坚持不懈探索的心,对不懂的知识,不应该弃之不理,只有在不断地解决问题,我们才会进步。
通过毕业设计要达到的几点基本要求:
①具有工程图纸的分析能力,绘图能力,要逐渐达到测绘的本领。
②具有将理论图纸与实际操作相结合的能力,以为生产服务为宗旨。
③具有进行方案论证,分析比较,会对各种性能进行理论计算和实际运用的能力。
④具有对机械生产中常用机床的简单操作的使用能力和对其工作原理的简单了解,便于更好的理解加工过程。
⑤具有团队合作的能力,分工合作,在机械大生产中是很有必要的,要有团队意识,学会理解别人,学会交流。
⑥具有独立调查研究,查阅收集综合文献资料的能力。
二、分析零件
(一)零件作用
前端齿轮罩盖的主要作用是防止机器工作环境中的杂物进入到机器里对其中的机构,如对齿轮造成影响甚至损坏零部件,因此罩盖可以有效保护机器内部的零件。另外罩盖将机器封闭起来,可以保证操作者的安全,以免发生机械事故。
(二)零件结构分析
齿轮前端罩盖属于薄壁类零件,并且外形结构不规则,对于零件的夹紧会有困难,由此增加了夹具设计的难度,略显复杂。罩盖内侧结构不需要加工,形状也不规则,因此对于后续加工中可能需要辅助支撑加工时不方便支撑。零件上有很多孔以及螺纹孔加工,因此有利于后续加工过程的定位。零件需要加工的面比较少,需要加工的孔都在面上,没有其他特别的孔,由此可采用先面后孔的加工工路线。
(三)零件技术要求分析
零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是零件需要加工的表面以及加工表面之间的位置要求:
1、罩盖的前后两个端面的粗糙度要求均为Ra=3.2umm、平面度为0.02mm;
2、罩盖的下表面的粗糙度要求为Ra=6.3um、平面度为0.06mm;
3、罩盖上两孔∮88 、∮80内壁粗糙度要求为Ra=3.2um;
4、罩盖上端面5-M10螺纹孔有位置度要求φ0.4mm ;
5、罩盖上端面3-φ14孔、2-φ10以及2-φ15孔位置度要求均为0.4mm。
6、其余光孔粗糙度要求要求为Ra=12.5um;。
三、确定毛坯零件类型
(一) 毛坯选择
1、零件材料的机械性能要求。对铸铁和有色金属材料选择铸造毛坯;对钢材,机械性能要求高时,选用锻件毛坯。
2、零件结构形状复杂、薄壁的毛坯,一般采用金属型铸造;尺寸较大的毛坯,往往不能采用模锻、压铸和精铸。对外形较特殊的小零件,往往采用精密的毛坯制造方法。如压铸、熔模铸造。
3、如果大批量生产就可以用高精度和高生产率的毛坯制造方法,这样分配到每个毛坯上的成本就会比较少。
由零件图可以看出,毛坯材料为HT200,齿轮前端罩盖形状结构有些复杂且为薄壁型的零件,大批生产,因此可以采用金属型浇铸。金属型浇铸的毛坯尺寸精度可以达到0.1~0.5mm,表面粗糙度可达到Ra=12.5~6.3um,而其铸件的力学性能还比较好。
(二)铸件加工余量
根据《金属机械加工工艺设计手册》p-196可查的加工面长度小于300mm,粗加工后的精铣余量为1.0mm,公差+0.3mm.则可确定毛坯平面上的余量为2.5mm
罩盖底面毛坯余量也是一样为2.5mm即可。
根据《金属机械加工工艺设计手册》孔加工余量确定,粗镗3mm,精镗2mm,所以毛坯余量为5mm,即毛坯上预先铸出φ83、φ75孔。
其余的螺纹孔和光孔尺寸较小,所以铸成实心的,后续机加工中直接利用钻削加工方式加工出来。零件毛坯图如下图3.2所示:
四、 拟定工艺路线
(一) 零件表面孔加工方法
由以上对零件的技术要求分析可知,罩盖的上端面和下端面需要粗铣-精铣加工以保证尺寸精度和粗糙度要求。罩盖底面有粗糙度要求和平面度要求,所以采用粗铣-精铣的加工方法。罩盖上两孔采用粗镗-半精镗加工方式即可满足技术要求。2-M106H螺纹孔加工采用钻-扩-粗铰-精铰,其余螺纹孔也采用相同加工方法孔。罩盖上其余光孔采用钻削加工即可满足精度要求。
(二) 工序的合理组合
1、 工序分散原则
工序内容简单,有利选择最合理的切削用量。便于采用通用设备。简单的机床工艺装备。生产准备工作量少,产品更换容易。对工人的技术要求水平不高。但需要设备和工人数量多,生产面积大,工艺路线长,生产管理复杂。
2、 工序集中原则
工序数目少,工件装,夹次数少,缩短了工艺路线,相应减少了操作工人数和生产面积,也简化了生产管理,在一次装夹中同时加工数个表面易于保证这些表面间的相互位置精度。使用设备少,大量生产可采用高效率的专用机床,以提高生产率。但采用复杂的专用设备和工艺装备,使成本增高,调整维修费事,生产准备工作量大。
一般情况下,单件小批生产中,为简化生产管理,多将工序适当集中。但由于不采用专用设备,工序集中程序受到限制。中批及大批大量生产中,多采用工序分散的加工原则,生产中可以采用结构简单的专用机床和通用夹具,组织流水线生产。
(三) 加工顺序的选择
1、先主后次 零件的主要表面(设计基准面、工作面)应先加工,次要面(键槽、螺孔)可在主要表面加工到一定精度后、最终加工前加工;
2、先粗后精 先粗加工后精加工有利于加工误差和表面缺陷层的逐步消除,重而逐步提高零件的加工精度和表面质量;
3、先面后孔 用平面定位比较稳定可靠,加工过的平面上孔比在毛坯面上钻孔不易产生孔轴线的偏斜和较容易保证孔距尺寸;
4、先基准后其他 作为基准的表面要先加工出来。
参考文献
[1] 吴拓.机床夹具设计手册[M].北京:化学工业出版社,2010:4-45.
[2] 王光斗.机床夹具设计手册[M].上海:上海科学技术出版社,1980:3-56.
[3] 淘济贤等,机床夹具设计[M].北京:机械工业出版社,1986:45-234.
[4] 李洪.机械加工工艺师手册[M].北京:机械工业出版社,1990:224-307.
[5]杨黎明.机械零件设计手册[M].国防工业出版社,1986:120-240.
[6] 丁骏一.典型零件制造工艺[M].北京:机械工业出版社,1989:134-200.
[7] 孙丽媛.机械制造工艺及专用夹具设计指导[M].北京:冶金工业出版社,2002.
[8] 东北重型机械学院等机床夹具设计手册[M].上海:上海科学技术出版社,1979:45-125.
[9] 孟少.龙机械加工工艺手册第1卷[M].北京:机械工业出版社,1991:30-200.
[10]李洪.机械加工工艺手册[M].北京:北京出版社出版社,2003,21-110.
[11] 马贤智.机械加工余量与公差手册[M].北京:中国标准出版社,1994:155-200.
[12] 李庆寿. 机械制造工艺装备设计适用手册[M].银州:宁夏人民出版社,1991: 169-229.
[13] 吴拓. 机械制造工艺与机床夹具[M].北京:机械工业出版社,2006:227-250.
[14] 余光国,马俊,张兴发. 机床夹具设计[M].重庆:重庆大学出版社,1995:212-263.
[15] Sors 1.fatigue design of machine components. Oxford:pergramon press[J].1971:167-222.
[16] Machine Tools N.chernor[J].1984:122-189.
[17]?John?Striger.Hydraulic?System?Analysis.Macmillan?PressLTD[J].?1976.: 116-132.
[18]?William?L.?Brogan,?Modern?Control?Theory,?Prentice-Hall,?Inc[J].1979:110-210.
[19]?Lange?K.Lehrbuch?der?Umformtechnik.Bandl:Springer-Verlag[J],1972:55-155.




