





















座体类零件2的造型及工艺工装设计
摘要:本次课题设计题目为座类零件2的造型及工艺工装设计,主要内容有以下三点:设计加工零件的工艺以及工序,专用夹具的设计。根据已制定加工零件的工艺分析再设定毛坯结构,并选择好零件的加工基准,设计出零件的工艺路线;在计算零件每道工步的工序尺寸之前,要确定加工基准以及工艺路线,工艺装备的确定对于每道工序来讲是非常关键的,切削用量的多少也是影响整个设计成功与否的重要因素;最后是专用夹具及其组成部件的设定,如定位、夹紧、引导,连接元件。还有一些其它部件包括夹具体之类;定位误差在夹具定位时是避免不了的也要计算出来,最后检查整个设计,挖掘其不合理以及有待改进的地方并改善。
关键词:工艺,工序,切削用量,夹紧,定位,误差
Shape and process design of Base part2
Abstract: the design of this topic is the design of the shape and process design of the class part 2. The main contents are the following three aspects: the design process and the process of the parts, and the design of the special fixture.According to the process analysis of the processed parts, the blank structure is set up, and the machining standard of the parts is selected and the process route of the parts is designed.When calculating the parts before each work step of the process size, to determine the machining datum and process route, the determination of process equipment for each working procedure is key, how much of cutting parameter is also the important factors that affect the whole design success;Finally, the special fixture and its components are set, such as positioning, clamping, guiding and connecting elements.There are other parts that include pinches;The positioning error is to be calculated when the fixture is positioned, and finally the whole design is checked, and the unreasonablity of the excavation and the improvement can be improved.
Key words: process, process, cutting amount, clamping, positioning, error.
目 录
第一章 绪论 1
1.1 机械加工工艺概述 1
1.2夹具概述 1
1.3机床夹具的功能 2
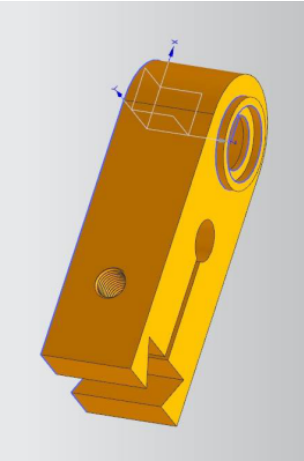
1.4UG零件图 3
第二章 零件的分析 6
2.1零件的作用 6
2.2零件的结构分析 6
2.3零件分析 6
2.3.1基准分析 6
2.3.2零件尺寸分析和粗基准选择 6
2.3.3精基准的选择 7
第三章 工艺路线及毛坯................................................................................................8
3.1 确定毛坯的类型、制造方法和尺寸及其公差 8
3.2 确定毛坯的制造形式 8
3.3基面的选择 8
3.4制定工艺路线 8
3.5 选择加工设备和工艺装备 11
3.5.1 机床选用 11
3.5.2 选择刀具 11
3.5.3 选择量具 12
第四章 确定机械加工余量、工序及公差 13
第五章 (钻M8螺纹底孔)夹具设计 33
5.1设计要求 33
5.2夹具设计 33
5.2.1 定位基准的选择 33
5.2.2 切削力及夹紧力的计算 34
5.3定位误差的分析 35
5.4夹具装配 35
5.5夹具设计及操作的简要说明 37
总 结 38
参 考 文 献 39
致 谢 40
第一章 绪论
1.1机械加工工艺流程
关于机械加工工艺过程的文件有很多,操作方法各种各样,其中就有机械加工工艺规程,它是在具体的生产条件的基础上,依据合理的工艺过程,进行适当操作,按照规定的形式编写为工艺文件,最终通过审批后来指导机械制造。机械加工工艺规程内容很多,其中最主要的有如下几点:工艺路线的制定、每道工序所进行的具体操作,各道工序所用的设备、零件的校检、切削用量、加工工时等。
工艺规程各个步骤的制定
1) 生产纲领,生产类型。
2) 分析零件图纸。
3) 毛坯的选择
4) 拟订工艺路线。
5) 工序尺寸,公差及加工余量的计算。
6) 准备各工序所需工具。
7) 切削用量以及加工工时的确定。
8) 规定技术要求及校检。
9) 填写工艺文件。
制定工艺规程完成后,为了经济效益,要对之前确定的内容进行适当的修改。而在具体实施时,或许会出现一些计算外的状况,比如如,技术革新、工艺调整,诞生了新的材料、生产设备更新换代等,所以要适时适当的完善和改进工艺规程。
参 考 文 献
[1] 李 洪.工艺手册[M] .北京出版社,2006.1.
[2] 陈宏钧.实用金属切削手册[M] .机械工业出版社,2005.1.
[3] 上海市金属切削技术协会.金属切削手册[M].上海科学技术出版社,2002.
[4] 杨叔子.机械加工工艺师手册[M].机械工业出版社,2000.
[5] 徐鸿本.机床夹具设计手册[M] .辽宁科学技术出版社,2003.10.
[6] 都克勤.机床夹具结构图册[M] .贵州人民出版社,2003.4
[7] 胡建新.机床夹具[M] .中国劳动社会保障出版社,2001.5.
[8] 冯 道.机械零件切削加工工艺与技术标准实用手册[M] .安徽文化音像出版社,2003.
[9] 王先逵.机械制造工艺学[M].机械工业出版社,2000.
[10] 马贤智.机械加工余量与公差手册[M].中国标准出版社,1994.12.
[11] 刘文剑.夹具工程师手册[M].黑龙江科学技术出版社,2007
[12] 王光斗.机床夹具设计手册[M].上海科学技术出版社,2002.8.



