





















DN20阀盖加工工艺及4xΦ13孔夹具设计
摘要
机械行业的发展离不开夹具,因为每个零件的加工不仅需要机床业需要所配套的夹具,有时候夹具机床精度再高,加工再精密,如果他的夹具不好,同样加工不出好的东西。
“DN20阀盖及4xФ13通孔加工工艺和夹具设计”是我的毕业设计的课题,这次毕业设计主要有两项任务:第一个任务是设计阀盖和孔的加工工艺;第二个任务是给Ф13孔设计工装夹具。第一步,先仔细地分析阀盖零件的用途,工作强度,预计使用寿命,然后再根据零件要求生产多少数量来进行选择合适的生产纲领,根据工作强度和使用寿命以及其他的一些方面选择合适的工件材料标号,确定最合理的加工方式来确定零件的加工工艺;其次再根据基准选择的原则来确定选择是粗基准或者是精基准,然后选择适合的工艺路线,通过系统地分析研判,最终选择出最合理的零件的工艺方案;最后对阀盖零件的毛坯大小,加工路径,各工序的加工余量,切削用量和加工所需要的工时进行最终的定稿。在对局部的工装夹具设计的过程中,第一步先把毛坯的定位的方法确定下来,第二步要对每一道工序存在的误差进行分析研判就要求我们根据每一道加工工序所展现出来的加工特点选择恰当的定位基准,假如每一道定位基准与设计基准出现不重合的时候就要进行尺寸链计算;然后再计算出每一道工序需要多少切削力,最后把上面所有的条件汇总设计出最终的工装夹具并且给出精确的夹紧力。
关键词:阀盖,工艺规程,工装夹具。
ABSTRACT
Machinery industry development cannot leave the jig, because each of the parts processing needs not only the machine tool industry of form a complete set of jigs, sometimes jig machine tool accuracy, high processing precision, if his jig is not good, the same processing is not a good thing.
DN20 cover and 4xФ13hole processing technology and fixture setting.is my graduation project.This graduation design mainly has two tasks: the first task is to design the valve cover and the hole processing technology; The second task is to Ф 13 hole design jigs and fixtures. First step, the first purpose, carefully analyze the cover parts working strength, estimated useful life, then in accordance with the requirements of parts production quantity to choose the appropriate production platform, according to the working strength and service life and other aspects to choose the appropriate work piece material label, determining the reasonable processing methods to determine the parts processing; And then according to the principle of benchmark choice to determine the choice is rough benchmark or fine benchmark, and then select the suitable process route, through systematic analysis and study the final parts choose the most reasonable process scheme; Finally, the blank size, machining path, machining allowance, cutting amount and working hours required for valve cover parts are finalized. On local jig design process, the first step down to a definite orientation method of blank first, the second step for each procedure, and to the analysis of existing error and requires that we according to machining characteristic of every processing process reveal appropriate positioning benchmark, if every benchmark locating datum and design appear not overlap will size chain calculation; Then we calculate how much cutting force is required for each process. Finally, all the above conditions are summarized to design the final fixture and give precise clamping force.
Key words: valve cover, process specification, fixture and fixture.
目录
绪论..........................................................................6
第一章 零件性能与加工工艺分析.................................................8
1.1零件的分析...............................................................8
1.1.1结构工艺分析..........................................................8
1.1.2技术要求分析..........................................................9
1.2毛坯的选择...............................................................10
1.3工艺路线的制定...........................................................10
第二章 工序设计...............................................................12
2.1基准的选择...............................................................12
2.1.1粗基准的选择.........................................................12
2.1.2精基准的选择.........................................................12
2.2工序设计计算.............................................................13
2.2.1车零件图49尺寸下端面.................................................13
2.2.2车Ф50外圆柱面.......................................................13
2.2.3车Ф42外圆柱面.......................................................14
2.2.4车钻Ф20内孔.........................................................14
2.2.5掉头,车端面及M36螺纹面...............................................15
2.2.6车Ф27内孔...........................................................16
2.2.7换刀,车R5圆弧面......................................................16
2.2.8钻4xФ13孔...........................................................17
第三章夹具设计................................................................20
3.1夹具设计的步骤和体会.....................................................20
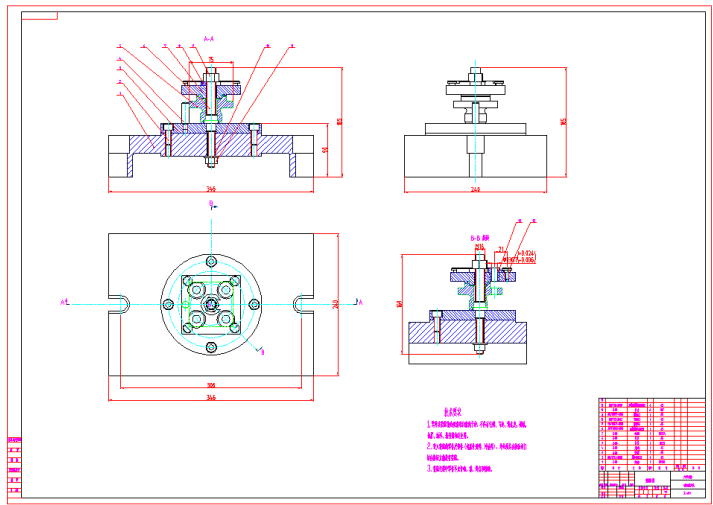
3.2钻4xФ13夹具设计和计算...................................................20
3.2.1夹具分析.............................................................21
3.2.2问题的提出...........................................................21
3.2.3定位基准的选择......................................................21
3.2.4切削力和夹紧力的计算.................................................22
3.2.5定位误差分析.........................................................22
3.2.6钻套设计.............................................................23
3.3夹具设计及操作的简要说明.................................................24
设计总结......................................................................25
致谢..........................................................................27
参考资料......................................................................28
绪论
机械的历史说起来很久远,最早人们只是使用手工制作,随着时间的发展,出于节省人力的想法,人类开始制作出一些简单的机械。我们生活中小到一根针,大到机床,飞机等都叫做机械,它是一个笼统的概念。
后来到了18世纪,英国完成了第一次工业革命,1785年,瓦特发明的改良蒸汽机开始促使机械有了翻天覆地的变化,这是一个重要的分水岭。蒸汽机产生的蒸汽机能开始代替人力。随后,各种有蒸汽机驱使的机械被发明了出来,比如珍妮纺纱机等。第一次工业革命可以说具有划时代的意义,它基本上解决了人工劳作。
到了19世纪中叶,欧洲,美国和日本完成了资产阶级革命,经济发展开始驶入快车道。到了19世纪70年代的时候,第二次工业革命发生,最重要的特点就是由内燃机代替了改良蒸汽机,开始广泛地使用电力。人类开始进入“电气时代”,大家耳熟能详的西门子就是在这个时候成立的。
机床经历了从人工劳作到蒸汽驱动再到现在普遍使用的电力驱动,从过去的精度差,很粗糙,低效率,加工质量不稳定,只能加工一些很简单的零件,到现在可以实现高精度,高效率,加工质量稳定,同时又可以加工一些结构非常复杂的零件。但是,我国的机床和国外的机床相比,还是有很多的不足之处,尤其是在处理一些精度要求非常高的零件。
夹具的发展同样经历艰难,在一开始的时候仅仅只是一种简简单单的工具,但是随着机床的发明,以及社会和工业对于各种零件的需求,刺激了夹具产业迎来了蓬勃的发展。现代化的夹具越来越朝着规范化,精密化,简单化方向发展。但是,我国的夹具产业受限于材料等方面的因素和国际一流水准还是有着不小的差距。
改革开放以来,我们国家大力发展机床,到目前为止,我国应该是世界上唯一具有完整工业体系的国家。但是,同样不可否认的是,我国的机床在竞争力较差,很多机床中比较核心的零部件还需要进口,无法实现自给自足。同样的问题还有国家对机床产业没有比较持续的,良好的政策,无法认识到机床对于工业发展的重大意义,自己和发达国家的差距,盲目赶超。相对于我国15多亿的人来说,机械方面的优秀人才和专家还是太少太少。通过最近中美贸易战中,美国对于中兴的制裁可以看出,掌握核心技术才是唯一的出路。
随着国家提出工业4.0,从“工业制造”到“工业创造”转型的过程中,相信我国的机床和夹具产业一定会有比较良好的发展机遇,进一步缩小和发达国家的差距。
随着国家提出工业4.0的构想,急需一批掌握着专业技能的人才,来完成从工业3.0到工业4.0的升级。
这次毕业设计的课题是DN20手动球阀盖的加工工艺和夹具设计,本次毕业论文设计的DN20手动球阀的阀盖,虽然不难,但却是我们生活中最常见的,通过设计这次是简单的阀盖的加工工艺以及专用夹具可以使我们灵活地运用大学三年所学到的知识,把自己所学到的知识进行一次系统的梳理,培养自己运用所学的知识进行实际生产过程中遇到的难题。
加工工艺和夹具设计需要设计者具有一定的机械制造工艺和夹具设计的基础。
本次设计是我们把自己所学到的知识用来解决实际生产过程中所遇到的问题,可以使我们更加熟练地掌握自己所学到的知识。
通过此次毕业设计,把自己所学到的知识来一次系统的整合和运用,不断发现自己的短处,然后解决。为自己将来的工作进行一次演练。
参考资料
[1] 郑本修 机械制造工艺学[M]机械工业出版社1999
[2] 白成轩 机床夹具设计新原理[M]机械工业出版社1997
[3] 齐世恩 机械制造工艺[M]哈工大出版社1989
[4] 任家隆 机械制造技术[M]机械工业出版社2000
[5] 张进生 机械制造工艺与夹具设计指导[M]机械工业出版社1995
[6] 荆长生 机械制造工艺学[M]西北工业大学出版社1996
[7] 徐发仁 机床夹具设计[M]重庆大学出版社1996
[8] 刘朝儒 机械制图[M]高等教育出版社 2001
[9] 庞怀玉 机械制造工程学[M]机械工业出版社1998
[10] 刘守勇 机械制造工艺与机床夹具[M]机械工业出版社 1994
[11] 浦林祥 金属切削机床夹具设计手册[M]机械工业出版社
[12] 艾兴 肖诗纲 切削用量简明手册[M]机械工业出版社1993



