





















加强板冷冲模设计
摘要
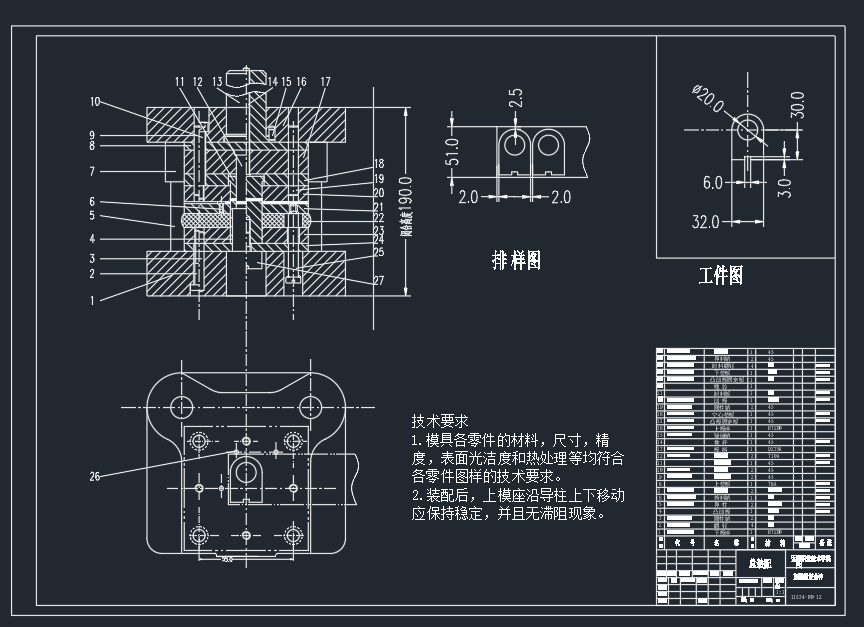
本次我设计了一套复合模。通过阅读资料和书本,开始对工件进行系统的工艺分析,经过工艺性分析,准备设计冲孔落料复合模,通过对落料冲裁力、冲孔冲裁力、顶件力、卸料力等计算,查阅资料确定压力机的型号。在根据冲孔、落料两个加工工序,确定冲压模具的类型,将设计的模具主要零件画出来。计算出来模具的刃口尺寸,凸凹模(落料凸模即外形尺寸)与落料凹模、凸凹模(冲孔凹模模即内孔尺寸)与冲孔凸模之间的最大间隙和最小间隙.计算出凹模的外形尺寸,在查表确定模具其他重要零件的厚度和尺寸。如凸模、落料凹模、凸凹模、凸模固定板、凸凹模固定板、上模座、下模座、上垫板、下垫板、空心垫板、橡胶、卸料板、导柱、导套、导料销、导正销、挡料销、骑缝销、顶杆、推件块和各种查表得出的各种尺寸的螺丝.最后在选出模架、模柄和压力机。装配图就可以根据以上画出来了。本模具设计出来性能优良,具有很好冲裁性,高精度,适合大批量生产,降低劳动生产力和生产成本。冲压模具冲裁的零件形状多样,结构可以单一也可以复杂,符合时代的发展,是未来模具行业中的中流砥柱。模具将成为社会进步,文明发展,历史前行的一个不可缺少的一环.
接下来就简单的叙述本次毕业设计设计的复合模.复合模是指在压力机的一次工作行程中,在模具同一部位同时完成数道分离工序的模具。它在结构上的主要特点是有一个既是落料凸模又是冲孔凹模的凸凹模。按照复合模工作零件的安装位置不同,分为正装复合模和倒装复合模两种。正装复合模的凸凹模装在上模,倒装复合模的凸凹模装在下模。复合模的主要好处是结构比较紧凑,冲压出的零件平整,精度高。
首先介绍一下为什么选用复合模,因为此冲裁件只涉及了冲孔和落料两个简单的工序,如果采用单工序模,则需要两幅模具,得不偿失.如果采用级进模,则生产出来的零件精度比较低,且成本更大,所以不建议采用.最后就选定复合模.对于复合模,直接就想到了凸凹模,凸凹模装在上模加做正装复合模;凸凹模装在下模叫做倒装复合模.复合模的优点在于将落料和冲孔两个工序合成一个工序,使模具变得更加简单,节约了成本,生产制造起来也特别容易.正装复合模和倒装复合模总体来说,是复合模中的两大类别,它们在复合模中各有优缺点,但同时也要适用于本冲裁件,因为倒装复合模的凸模将冲孔废料直接推出去,倒装复合模结构比正装复合模简单,因此,此模具选择倒装复合模。刃口尺寸就是凸模和凹模的尺寸,俗称刀口。而凸凹模即是落料凸模(与落料凹模相对应)、又是冲孔凹模(与冲孔凸模相对应),也就是说内外全是刃口。冲孔凸模和凸凹模中冲孔凹模采用分别加工,而落料凹模和凸凹模的外形即落料凸模采用配合加工,先做凹模,配做凸模.排样图总体来说分为三大类,第一种有废料排样(适用于冲压精度高,形状复杂的冲裁件),第二种无废料排样(一些方形零件),第三种少废料排样(冲裁件的边相连).
Design of stiffening plate cold stamping die
This time I designed a set of compound die. Through the reading materials and books, the process analysis of the workpiece began to be analyzed. Through technical analysis, the compound die of punching and blanking was prepared. Through the calculation of blanking punching force, punching punching force, top force, unloading force and so on, the model of the press was determined. Three years of time, passing away. Under the guidance of teacher He Yuping, we completed the graduation design. In general, it was full of hardships and pleasurable, because we learned a lot of things that were not learned at school. The teacher divided our graduation design into several steps, and we were careful to tell us every step of the teacher. Solution, correct mistakes, let us modify it in time. There are many basic processes for stamping, including blanking, punching, bending, stretching, flanging, trimming, forming and cutting. If the size is before, the part map is actually a further representation of the mold. I have drawn several major parts and then uploaded and teachers.The final is the thesis, that is, the instructions for the graduation design. The instruction manual gives a detailed description of the mold, which takes me a long time, but it is also very easy.On the whole, I was satisfied with the completion of the graduation design. It was rewarding. No one could be able to succeed casually. It was not too difficult for the teacher to send us the graduation design, so it was done quickly.But these are just a single process mold, the most powerful thing in the mold is to combine these single processes together and become more complex and more difficult molds. The shape size of the die is calculated, and the thickness and size of the other important parts of the die are determined.First of all, Mr. He Yuping let us give him the process analysis and calculation process in the prescribed time. The process analysis is mainly the analysis of the parts. In order to find out the data in many books, I often go to the library to look up the information and borrow books. And one month is a month, in general, the entire graduation design is completed in the library, which has encountered a lot of difficult problems, only through QQ and He Yuping teacher talk, with a very long time will be completed process analysis. The following is mainly the calculation process. In the notebook, the outline 1. is listed in the notebook to calculate the blade size of the die; the 2. row pattern; the 3. blanking force; the gap between the 4. punch and the die; and the calculation of the 5. pressure center. The above calculation is the main content of the design of the mold. The size of the blade is mainly read, the formula on the book, the punch die and the punch die in the die are processed separately, and the shape of the blanking die and the concave die, that is, the blanking punch, is used in coordination with the die. According to the formula, it is easy to calculate the cutting edge size. The next is the design pattern. The layout is divided into several kinds of layout, and it is divided into three categories. The first is the waste sample, second kinds of no waste and third kinds of less waste. In the stamping, the error causes the parts to produce the missing angle, influence the precision of the parts, even damage the mold, causing greater loss. Next is the calculation of the concrete layout of the layout, which can be calculated step by step according to the contents of the book. The gap between the punch and the die can be found in the form of the book. In this pair of dies, the shape size in the die, that is, the drop die, is made according to the blanking die, and the requirement is done according to the gap value. The main calculation of the punching force is to select the press, and the main calculation force is the blanking force, the punching force, the pushing force and the unloading force. All roads lead to the same goal. The specific calculation is mainly based on the formula used in the book, and the calculation of these forces together is the punching force I require. Then the press is selected according to the size of the blanking force. The nominal force of the press is 1-1.2 times of the blanking force. According to this, the press can be selected, and then the main parameters of the press are written up. In all the calculations I think the most difficult thing to calculate is the pressure center. Because the part is asymmetrical, it is necessary to split the parts into simple line segments and arcs, and to calculate the joint force of these lines and arcs, that is, the pressure center. All of these are the things that Mr. ho first let us finish. Next is the assembly drawing and part drawing. I hope the teachers will tell me the shortcomings, I will correct it.The punching die and the punch die are processed separately, and the blanking die and the convex and concave die are processed with the shape of the bladfdnking die. In our cofdfuntry, we do not know how many mold factories use this processing method to produce molds and moulds, which is enough to explain the position of the stamping die in the mold. the first kind has the waste layout, second kinds of no waste samples, and third kinds of less waste samples. Three years of time, passing away. Under the guidance of teacher He Yuping, we completed the graduation design. In general, it was full of hardships and pleasurable, because we learned a lot of things that were not learned at school. The teacher divided our graduation design into several steps, and we were careful to tell us every step of the teacher.
Key words: upper die base, lower die base, piercing, punch, concave die, blanking, convex and concave die, unloading plate.
加强板冷冲模设计
一、绪论
1.1冲压模具的优点和概括
冲压工艺是一种利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件和制品的材料成型工艺方法。冲压工艺是当代发展、历史前行的必然趋势。被广泛用于汽车、航天、机械等无数领域中。在我国不知道有多少个模具厂都是用这种加工方法生产模具和制造模具的,足以说明冲压模具在模具中的地位,是模具行业的翘楚。目前早已进入到21世纪,模具再也不是只有2D图纸和全人工生产模具的时候了,现在模具的材料百花齐放,各种现代合成金属高硬度、高精度、高韧性,而在电脑方面则诞生了许许多多的软件,其中最出名的就是UG和CAD了。几乎所有设计模具的人都会熟悉的运用两款软件,否则将被淘汰。现在生产模具的零件再也不需要大批人力了,各种现代化机器,数控铣床、数控磨床、车床、电火花加工。我实习的公司就是做冲压模具的,结合实习学到的东西,和何玉萍老师的虚心教导,才得以独立设计出一整套模具,但也有一些不足之处,希望老师将不足之处告诉我,我会虚心改正的。
1.2冲压模具的基本工序
冲压的主要基本工序有很多,这些工序都是模具中最基本的,主要的有落料、冲孔、弯曲、拉伸、修边、整形、翻边、切边、成型和切断,如果这些工序单独成立一副模具只是单工序模,模具中最强大的之处就在于将这些单工序组合在一起,变成了更加复杂、更加有难度的模具。众所周知,覆盖件其实就是单工序模,然而覆盖件的单工序并不是冲孔落料那么简单地,包含了各种成型、整形、修边。复合模就是将两个工序和在一起,一步完成,复合模的特色零件即是凸凹模.级进模,有称连续模,即多个工序在一副模具上,一般都是生产一些简单的零件,特别是大批量的零件.
1.3冲压模具的发展状况
冲压模具在现代发展的特别快,已经在多个领域起到了主导的作用,包含了航空航天,汽车模具,汽车零件,隔热罩、排气筒、车门,上到中国的尖端科技,下到民用例如易拉罐,钥匙各种类型的农具,农机,模具在我国的发展越来越快,虽然大部分人都不懂模具,但模具已经进入到了每个人的生活中,对人类的发展文明的进步起到了不可或缺的一步。冲压模具生产出来的冲裁件精度高,更加适合模具未来发展的方向,是社会发展的必然趋势。
关键词:上模座、下模座、冲孔、凸模、凹模、落料、凸凹模、卸料板、
说明书目录
0.摘要 8
1.绪论 10
1.1 冲压的优点及概念和应用……………………………………………10
1.2 冲压的基本工序及模具………………………………………………10
1.3 冲压的现状史和未来发展方向………………………………………10
2. 冲裁件的工艺设计 10
2.1 冲压件简介 10
2.2 冲压的工艺性分析 11
2.2.1冲裁件的工艺分析 11
2.2.2工艺方案的确定 11
3 冲压工艺的设计与计算 12
3.1有关排样的设计与计算 12
3.2计算材料利用率 14
3.3确定模具的压力中心 14
3.4冲压力的计算 15
3.4.1 冲裁力的计算 15
3.4.2 卸料力的计算 15
4模具刃口尺寸的计算 16
4.1冲孔工序中凸模和凹模的尺寸及制造精度 16
4.2落料凹模的计算 17
5落料冲孔模主要零部件设计 18
5.1 工作零部件的结构设计 18
5.1.1. 凹模的类形 18
5.1.2凹模的外形尺寸 19
5.1.3 模具的其它零件 19
5.1.4模架的选择 20
5.1.5压力机选择 20
6 模具装配与试模 20
6.1 模具的装配 20
6.2模具的调试 21
参考文献
[1] 陈炜主编,武兵书主审.《冲压工艺及模具设计》.北京:科学出版社,2015
[2] 杨关全 匡余华主编. 《冷冲压模具设计资料与指导》.大连:大连理工大学出版社,2016a
[3] 吴爽、李健主编. 《公差配合与技术测量》.上海:同济大学出版社,2016
[4]李学峰主编、成虹主审,《模具设计与制造实训教程》。北京:化学工业出版社,2016
[5]吴慧媛、韩邦华主编,《零件制造工艺与装备机械制造技术》 北京:电子工业出版社2016
[6]陈立德主编,《机械设计基础课程设计指导书》。北京:高等教育出版社。2016
[7]顾晶主编,《现代机床设备》,北京:化学工业出版社,2009
6.参考文献 22
7.毕业设计总结 23
8.致谢 24



