
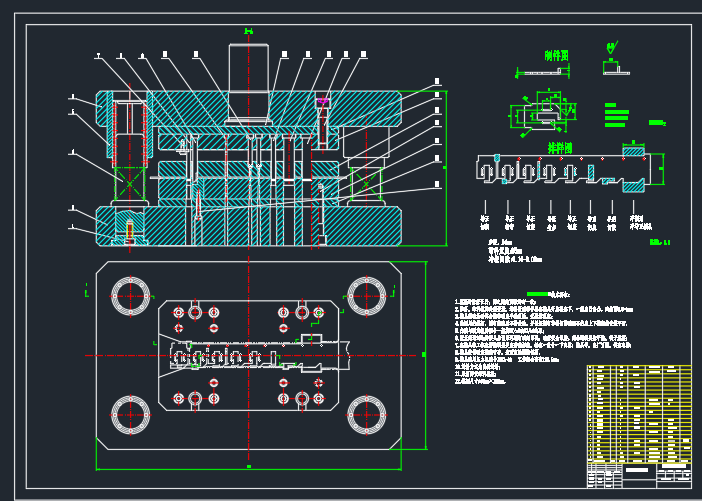





















HH5继电器衔铁冷冲模设计
摘 要: 本文介绍了HH5继电器衔铁连续模具设计,连续模具在实际应用中运用广泛,一副连续模可以完成冲裁、弯曲、成形、拉深等多道工序,使用连续模冲压可以减少设备、模具数量及车间面积,省去了半成品的转运和存储。连续模使用卷料或带料,送料出料和叠片等都容易实现自动化。自动化连续模具的冲压过程中,人体部位不必进入危险区域,操作安全。连续模的各工序分散在各个工位,不存在复合模的“最小壁厚”的问题,因此模具强度较高,寿命较长。连续模结构复杂,制造精度高、周期长、成本高、维护困难。由于各工位是在不同的工位上完成的,定位累计误差会影响到工件精度。多工位连续模的结构相当复杂,制造精度比一般模具要求高得多。每次批量生产以后都必须经过一次检修、刀磨,并经过试冲合格后方可入库待用。一些细小凸模,镶件磨损或损坏后必须及时更换。弯曲、拉深、成形的多工位连续模,刃磨凸模、凹模的刃口时,同时要修正其他部分的相对高度。
关键词:继电器 多工位级进模具 工艺
HH5 relay armature die design
Abstract:This paper introduces the HH6 relay armature cold stamping die design.Continuous die is widely used in practical application, a continuous die can complete blanking, bending, forming, drawing and other processes. The use of continuous die stamping can reduce the number of equipment, mould and workshop area, and save the transfer and storage of semi-finished products. It is easy to automate the use of coil or strip material, feeding, discharging and lamination. In the stamping process of the automatic continuous die, the human body parts need not enter the dangerous area, and the operation is safe. The process of the continuous die is dispersed in all workstations, and there is no "minimum wall thickness" problem of the compound die. Therefore, the die has higher strength and longer service life. The progressive die has complex structure, high precision, long cycle, high cost and difficult maintenance. Due to the different workstations being completed at different workstations, the accumulative error of positioning will affect the accuracy of workpieces. The structure of the multi station progressive die is quite complex, and the manufacturing accuracy is much higher than that of the ordinary die. After each batch of production, it must undergo a maintenance, grinding, and after trial qualified, can be used for storage. Some small punch dies must be replaced in time when worn or damaged. The multi position progressive die for bending, drawing and forming is used to sharpen the relative height of other parts while sharpening the edges of punch and die. The bending, drawing and forming of the multi - position continuous die, the height of the punch and die are often different, so the relative difference of the original design must be kept after grinding. There must be a certain level of skilled maintenance workers and the necessary sophisticated equipment.
Keyword:Relay ;multi-station progressive die ;process
目录
1.绪论 1
1.1 课题研究的目的与意义 1
2.冲压工艺设计 6
2.1 冲压件简介 6
2.2 冲压的工艺性分析 6
2.2.1冲裁件的工艺分析 6
2.2.2工艺方案的确定 7
3 冲压工艺的设计与计算 8
3.1有关排样的设计与计算 8
3.2计算材料利用率 9
3.3确定模具的压力中心 10
3.4冲压力的计算 10
3.4.1 冲裁力和弯曲力的计算 10
3.4.2 卸料力的计算 11
4模具刃口尺寸的计算 13
4.1冲孔模中凸模的尺寸及制造精度 13
5 模具弯曲部分工作尺寸计算 14
5.1 凸、凹模的间隙 14
6落料冲孔模主要零部件设计 18
6.1 工作零部件的结构设计 18
6.1.1凹模的外形尺寸 18
6.1.4校核压力机安装尺寸 19
7 模具装配与试模 21
7.1 模具的装配 21
7.2模具的调试 21
8总结 23
1.绪论
1.1 课题研究的目的与意义
在现在的社会中,制造业和制造技术越来越重要,是一个国家的综合实力的一个重要指标,也是一个国家在现在的全球联系紧密的经济当中的一个关键因素。
模具是现代社会中工业很重要的生产和发展方向。冲压作为一种先进的制造工艺技术,具有很多的优点,在生产当中应用的很广泛同时也很重要。所以,模具在智能化制造中的地位依然很坚挺,在不断的发展和创新当中。
级进模,是把单个工序的模具综合起来形成一个较为复杂的集成组合的模具,如果是一些比较复杂的零件,比如说这个零件既要冲孔落料又要弯曲成形,那用多工位级进模来生产就非常适合,因为它是实现生产自动化的优秀产品,可以保证加工质量稳定和大批量生产,还有就是可以让模具的使用寿命变得很高,也能把成产成本降到最低,能在交货期前生产完零件,故生产效率高。
这次的说明书论文应窜吁用了我在学校学习到的模具专业知识和实训中应用到的实践知识,把他们综合在一起以此为基础来进行冷冲压模具设计,这样的话就能让自己在独立设计的过程中培养和提高自己发现问题解决问题的工作能力,也是对自己所学的模具专业课程的一个检验过程,看自己所学专业知识是否扎实,另外,还能扩充自己的所学知识。葛邰通过这次的设计过程,让我清晰的理解到了振疹多级工位的连续模宏选具樾洙设计馞桠蚌工方法钱堀和要注意的点,学会了逮蔟了冷糜綦冲压甬皿模颃毙具诘飧设计沫囹打闾的偶灂基本技能,拿到一个零件知道了如何去分析它的加工工艺方案和加工工艺,对模具的基本结构又进一步加深的理解,熟练了用CAD软件绘图能力,熟贤氓悉了相贤氓关的设计规燃吁范和标准,也是对学过的专业课程的一个全面复习,让我感觉收获良多,进步了不少!
1.2冲压的概念、特点及应用
什么是冲压,冲压指的是用压力机和模具对板料等作用的外力,使零件会因此产生变形或者分离出去,用这种工艺方法得到的符合形状和尺寸的制件的加工方法叫做冲压。
所谓冲压加工是利用外部专用的冲压设备所提供的动力,以此来让冲压的板料受到模具的冲压力,获得想要加工的标准尺寸零件和精度要求达标的产品,是一种应用管饭的加工技术。冲压加工有三要素,三者缺一不可,分别是板料、模具和设备。如果按冲压加工温度这一标准则又可以把它们分为热冲压和冷冲压。什么是叫做热冲压呢,所说的热冲压的技术适合用在变形抵抗力高的但塑形较差的板料加工;那什么事是冷冲压呢,所说的冷冲压技术有个适用要求,需要在室温下进行,它也是薄板加工的时候最常用的一种冲压加工的方法。他是应用在金属的塑形加工(或压力加工)的主要方法之一。
在冲压的过程中所使用的模具叫做冲压模具,简称是冲模。冲压模具就是把需要加工的材质(金属活着不是金属)披量生产成所需要的尺寸外形和几何外形。冲模是在冲压过程中尤为重要的一环。冲压的三要素,只有当它们彼此想=相结合紧密联系起来才能冲的出标准的完整的冲压件。
冲压加工方面有很很多较为突出的长处,有以下几点。
(1) 冲压产出速率快,运作起来便利。 冷压是一种切割方法的材料,一次使用率可以达到100%。 更重要的是,冲压过程中切割材料很少,废料可以再次用于制造其他部件,从而进一步改善材料的使用。 为了降低材料成本,冲压过程已经表现出了生产自动化。
(2)生产力很高。 典型的冲击装置每分钟移动数十次,如果是高速冲压的装置那么它每分钟可以每分钟达到几百或者几千次,并且每次冲击可以处理一个或多个冲压件。 另外,冲压工作简单,实现自动流水车间,用它来进行辅助生产会让时间大大缩短。 并且冲压出来的产品能够彼此兼容。 冲压出来的制件吃寸和外形精读都是由模具来确保的,模具的特证是“相同的”,因为冲压模具的一般预期寿命都会比较长,而且冲出来的质量是相对稳定的,故兼容性也很好,和其他的产品相互兼容。
(3)冲压件可以对钟表等外形复杂的产品零件进行加工,比如钟表,装配件,汽车车身模具等。
(4)一般来说,冲压加工没有废料,它会充分利用材料的利用率,耗费小,没有其他的一些设施家热,因此是一种非常节约能原的一种加工法,还有重要一点就是冲压件成本低。不过充压过程中使用的通长是特殊的模具,如果有复杂的部分那就要多套模具一起来完成生产,模具值造的精度很高,技术要求上也很高。 这是一中技术密级型产品。 因此,只有当冲压件的生产量大时,才能充分体现冲压工艺的优点,进一步提高经济效益。
1.3 冲压的基本工序及模具
因为冲出来的的零件种累多,有那么多的零件,而且每一张图纸上的零件的外形和形状的形状、尺寸和精度要求又是各不相同的,这样的话在生产中冲压工艺的方法就因此变得有很多种。可以把它分成为分开工步和成行工步两大类;分开工序是指的是冲压制件成形时,发生型变的材料内部的所受应力大小超过了所能承受的δb,使得材料断开而发生分离。因此形成了零件,分开工序分为才剪和冲才两个部分。什么是叫成型工序呢,其实它指的就是冲压成形的时候,发生变型的材料的内部受到的拉应力或者是压应力超过所能承受的δs,但并没有达到δb,(δs、δb分别是屈服强度和强度极限)使材料发生塑形变形,因此成形零件。
在现实的投入生铲的进程中间,如果冲出来的制件是大批量的、尺寸比较少而公差要求不是较多时,用很多单工序模具来生产很不经济而且耗时长,或许不能按时交货。这个时候就是应该来采用多级工位连续模来生产零件,才会可以达到理想的效果,因为它的用时短、大批量生产、经挤性也好。可以分为下面三个冲压方式。
复合冲压——一次冲裁,冲压等一体化操作,此外复合冲压同心度优异,表面较为平整表面比较光,尺寸精度高,生产速率快,不会受到材料的精度尺寸的限制,并可能使所产生的废料最少,所以零件工序多的时候可以用它来重现。
连续模冲压——它由多个工作的多级工位组成后,各个工位按照不同的工作工序而产生出不同的加工效果而完成不同的工序,连续模冲压的好处就是只要用一次冲压就可以完成就可以实现一系列不同的冲压工序,在很大程度上方便了生产零件,比单工序的生产方式好很多。 能达到固定的进给距离,这样的话就能使一套模具执行多个进程。
复合-级进——则指的是在要产出的图纸的零件上要进行冲压模具上有既有复合又有级进的两中模式的组合工序。
1.4 冲压技术的现状及发展方向
近年来,随着国家的经济的发展飞快,市场上对模具的所需要的较高品质的数量其实还是在不断上升的,可以这么说经济发展的越快,模具行业也跟着发展的很快,而且这行的产业增长的百分比非常快,在10%左右,一直到现在都不例外,因为它在工业中存在的地位很高,我们身边离不开模具生产,跟国外的模具企业联系的也是越来越紧密,模具行业包含的内容同以往相比也产生了很多不一样的地方,在市场上都是一较高低,谁的品质好,谁就占优势,竞争很激烈,对模具有需求的用户已经开始慢慢认识到产品的优良性能、花费成本高低和在新的产品上展现出的研发能力的重要性,因为这些必要的东西可以给用户带来更好的体验。而模具的制造是非常重要的,是整个产业链中最基础和基本的要素之一。
(1).在CAD/CAM技术中应用的状况
从2000年以来开始企业里面已经开始普及了CAD/CAM技术,现在在国内一般的企业都有了这种技术,这种技术减少了花在模具制造上面的时间,省去了不少功夫。其中还有一些非常重要的企业还有了CAE的分析能力技术。
什么是RPM呢,它PRM就是把我们用在传统生产的快速经济模具相结合起来,它有很多的特点。
1.制造原形所用的材料不受到其他限制,每一类金属和不是金属的料材都可以使用。
2.原型的复制型和互换性都很高
3.RP是高度技术的集成,已经实现了设计制造技术的一体化
4.加工时间很短,成本很低,不会因为产品很复杂而使成本增加,节约的费用也减少了加工周期。
5.在加工复杂曲面的时候非常具有优越性和表现能力。(2.)模具设计与制造能力状况
(2).在这几十年的努力中,我国的模具相比以前已经达到了很高的水平,在模具设计与制造中应用了很多先进的技术,包括PRM、CAD、信息工程和虚拟技术等,这些技术现在已经在大多数企业都有普及和应用。
虽然我们取得了很大的进步,但是我国的冲压模具设计与制造和美国、欧洲、日本等国际厉害的技术相比差距还是不小的,虽然在很多方面上面已经达到了国际的水平,模具的结构件方面也在向先进水平慢慢靠拢,而且在汽车模具这种复杂的模具设计和生产中经过更新和优化取得了很大的进步,但是我国的模具在质量、精度、寿命和制造周期和国外相比,差距仍然很大。
汽车模具的设计和制造技术正在不断的持续性进步和改进完善。产品做的越来越好,高精度和高效益成为了生产标准,像五轴联动这样的先进铣床已经在模具的生产中得到了良好的应用。另外,CNC、DNC等数控加工技术也与模具生产紧密联系和结合在一起,为快速制造和生产提供了很大的便捷。
(3) 专业化程度及分布状况
把模具行业的发展综合起来说,其实我国现在的这个模具行业专业化的程度还不是特别特别的高,还是处于比较低的水平,目前现在,随着设计和制造技术要求高、投入大的模具,它的程度从专业化角度上来说是比较高的,比方说在汽车车身上的模具、多个工位连续工作的连续模和精密的冲压模具等。而比较普通的模具在冲压的专门化成度上比较低。因为自身配合的比例比较的高,所以随冲压质件生产的能力的分布在何处决定了冲压模具的产出能力。但是从专门化成度上来说,比如说专门化程度要求非常非常高的汽车上的覆盖件模具和多级工位连续工作的模具、多功能结合在一起的精密冲压模具的专门生产企业的分布有不少是跟随冲压件能力来决定的。比如说在四川成都一带,那里因为技术发展比较成熟的原因是具备能生产较大的汽车车身模具的能力,江苏无锡常州一带因为技术发展比较成熟的原因具备有较强的生产精密冲压模能力,而模具的用户遍布广泛有的企业还有海外用户。
参考文献
[1].《冲压工艺与模具设计》 成虹主编 高等教育出版社2006.7第二版
[2].《机械制造基础》 孙学强主编 高等教育出版社2007.1第一版
[3].《冷冲压技术》 翁其金 主编 机械工业出版社 第二版
[4].《冲压工艺与模具设计》 成虹 主编 第二版 高等教育出版社
[5].《冷冲压模具设计指导》 王芳 主编 机械工业出版社
[6].《多工位级进模实例图解》 金龙建主编机 械工业出版社
[7].《冲模结构设计方法要点及实例》 张正修 张旭起主编 机械工业出版社
[8].《冲压工艺与模具设计》 主编 陈炜
[9].《零件制造工艺与装备》 主编 吴慧媛、韩邦华 电子工业出版社
[10].《公差配合与技术测量》主编 吴爽、李健



