
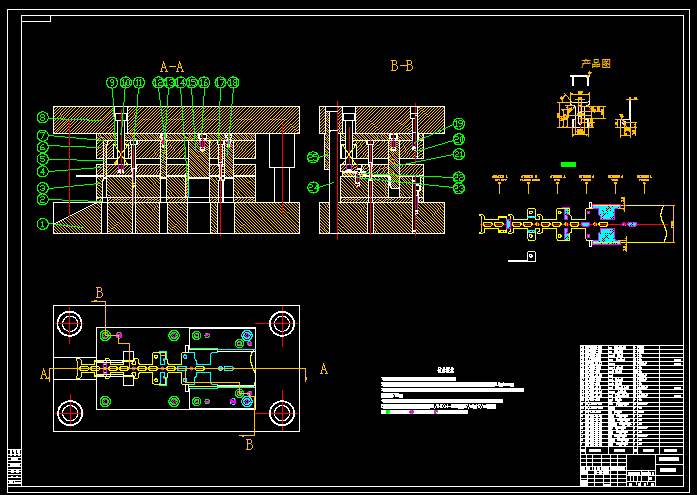





















继电器支架冷冲压工艺及模具设计
零件名称:继电器支架
材料为Q235,板材厚度2mm。生产批量:年产200万件
产品零件图:如图1
2.1零件结构工艺分析
冲压工艺分析主要考虑产品的冲压成形工艺,最主要的是包括技术和经济两方面内容。在技术方面,根据产品图纸,主要分析零件的形状特点、尺寸大小、精度要求和材料性能等因素是否符合冲压工艺的要求;在经济方面,主要根据冲压件的生产批量,分析产品成本,阐明采用冲压生产可以取得的经济效益。因此工艺分析,主要是讨论在不影响零件使用的前提下,能否以最简单最经济的方法冲压出来。
影响冲压件工艺性的因素很多,从技术和经济方面考虑,主要因素:
①工件的外形为平板形状,外形简单,适宜冲裁。
②工件无细长的旋臂与窄槽,模具结构不复杂,适合冲压。
③材料为Q235,是常见的冲压材料。
④工件尺寸要求不是很高,尺寸未注公差按IT14级处理。
⑤生产批量,一般来说,大批量生产时,可选用连续和高效冲压设备,以提高生产效率;中小批量生产时,常采用简单模或复合模,以降低模具制造费用。
⑥成型件的尺寸要求不高,表面粗糙度要求不高。
综上所述,此工件适宜冲裁。
本冲压件工艺分析如下:
1.图形分析 形状较简单,主要是落料、冲孔形状。
2.尺寸分析 尺寸公差要求不高,未注公差尺寸均取IT14级。
3.材料Q235,是常见的冲裁材料。
零件用的是厚2mm的Q235带料。
力学性能:抗拉强度 σb (MPa):440~470(查参考文献[2]P411页,表7-1)
抗剪强度 τ(MPa):310-80
伸长率 δ10 (%): 21-25
屈服点σs (MPa):240
由于零件不是平面形状,内部有2个小孔,外部由折弯组成。关键是冲孔修边折弯能否同时进行?
4.批量生产。
5.冲压工序 落料、冲孔、折弯。
6.冲裁间隙
根据料厚t=2,再查参考文献[3]P30页,
得单面间隙C=0.14~0.20mm
毕业设计资料
目 录
1.毕业实践任务书………………………………………………… 2
2.冲压件产品图……………………………………………………
3.说明书正文……………………………………………………… 3
4.参考文献…………………………………………………………13
5.外文翻译…………………………………………………………14
6.毕业设计小结……………………………………………………20
7.冷冲压工艺卡片…………………………………………………21
8.模具装配图………………………………………………………22
9.模具零件图………………………………………………………29
10.零件制造工艺过程卡片……………………………………… 30
参考资料
[1]贾俐俐.冲压工艺与模具设计[M].北京:人民邮电出版社,2009年版
[2] 郑家贤.冲压模具设计实用手册[M] .北京:高等教育出版社,2007.
[3] 王新华.简明冲模设计手册[M] .北京:机械工业出版社,2008.
[4] 成虹.冲压工艺与模具设计[M] .北京:高等教育出版社,2006.
[5] 杨关全等.冷冲模设计与指导[M] .大连:大连理工大学出版社,2009.
[6] 王芳.冷冲压模具设计指导[M] .北京:机械工业出版社,1990.
[7] 姜伯军.级进冲模设计与模具结构实例[M] .北京:机械工业出版社,2008.
[8] 虞传宝.冷冲压及塑料成型工艺与模具设计资料[M] .北京:机械工业出版社1992.
定做模具专业毕业设计请登录:http://www.bysj1.com/html/4337.html




