





















单孔定位板冷冲模设计
摘要:本设计为单孔定位板落料冲孔复合模,模具设计制造简单简便易行。根据制件的尺寸、材料、批量生产等要求,落料冲孔效果好,能极大地提高生产效率。首先要对零件的工艺性进行分析,然后再确定冲裁方案和模具的结构。接着根据计算模具的工艺设计,确定排样设计方式。分别计算冲孔和落料的冲压力和制件的压力中心。凸模与凹模刃口尺寸的计算,最后选用与设计冲裁模主要零部件的结构,模具装配等问题。本文主要是应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际操作,确定复合模内型、结构形式以及工艺性,直至最后完成装配图和主要零件图。
关键词:冷冲压;模具工艺设计;绘图。
Single hole positioning plate cold punching die design
Abstract: This design is a compound die for blanking and punching of single hole positioning plate. The design and manufacture of the die is simple and easy. According to the size, material and batch production of the parts, the blanking punching effect is good, which can greatly improve the production efficiency. Firstly, the work ability of the parts should be analyzed, and then the blanking scheme and the structure of the die should be determined. Then, according to the process design of the calculation model, the layout design method is determined. The punching force and the pressure center of the punching and blanking parts are calculated respectively. The calculation of the edge size of punch and die, the structure of the main parts of the blanking die and the assembly of the die are selected and designed. In this paper, the practical operation of cold stamping die design is carried out by applying the theoretical courses and practical production knowledge of the specialty. The inner shape, structure form and technological property of the compound die are determined until the assembly drawing and main parts drawing are finally
Completed.
Key words: cold stamping; die process design; drawing
目 录
第一章 绪 论 1
1.1 单孔定位板冷冲模的背景及意义 1
1.2 冲压模具的国内外发展现状 1
1.3 冲压工艺的特点及应用 2
1.4 冷冲模设计的主要内容 3
第二章 冲压工艺设计 4
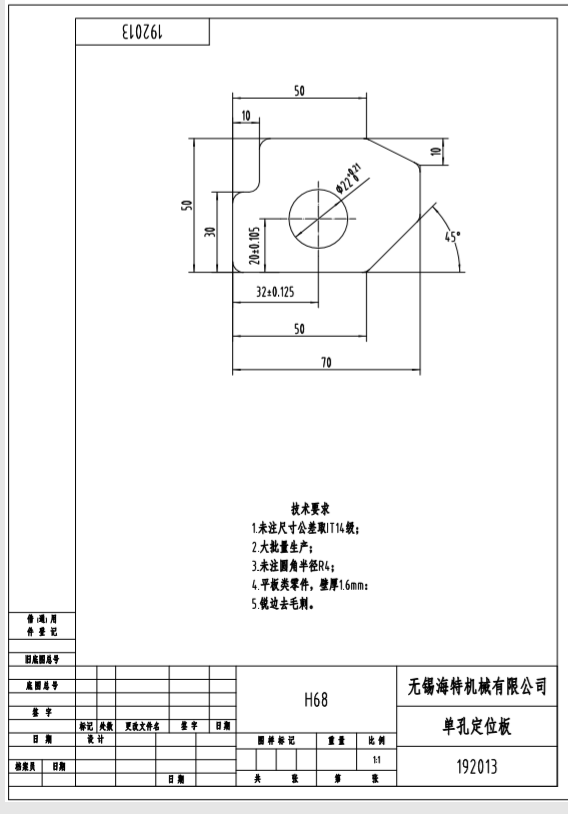
2.1 制件简图 4
2.2 零件尺寸精度 4
2.3 零件材料和结构 4
2.4 冲压工艺方案的确定 5
第三章 冲压工艺的设计与计算 6
3.1 排样的设计与计算 6
3.1.1 毛坯定位方式的选择 6
3.1.2 确定搭边值 6
3.1.3 排样方案 6
3.1.4 材料利用率计算 7
3.2 冲裁力的计算 7
3.2.1 冲孔部分冲压力计算 7
3.2.2 落料部分冲压力计算 8
3.2.3 总冲压力计算 8
3.3 压力中心计算 8
3.4 压力机选择 9
第四章 凸凹模刃口尺寸的确定 10
4.1 凸凹模刃口尺寸计算原则 10
4.2 冲孔刃口尺寸计算 10
4.2 落料刃口尺寸计算 10
第五章 模具主要零件设计 12
5.1 落料凹模的设计 12
5.1.1 落料凹模外形尺寸设计 12
5.1.2 落料凹模结构设计 12
5.2 凸模设计 12
5.2.1 凸模外形尺寸设计 12
5.2.2 凸模结构设计 13
5.3 凸凹模设计 13
5.4 卸料板设计 14
5.5 凸模固定板设计 15
5.6 凸模垫板设计 15
5.7 凸凹模固定板设计 15
5.8 凸凹模垫板设计 16
5.9 推件块设计 16
第六章 模具标准确定 17
6.1 模架确定 17
6.2 卸料结构设计 17
6.3 推板确定 17
6.4 挡料装置确定 17
6.5 模柄确定 18
6.6 固定螺钉确定 18
6.7 定位销确定 18
第七章 选用及校核压力机 19
结 论 20
小结与致谢 21
参考文献. 22
第一章 绪 论
1.1 单孔定位板冷冲模的背景及意义
模具在一直以来都是制造业中的一个根基,它根据给的限制和材料,使其变成人们所需要的形状。模具制造具有许多特点,效率高,生产出的质量好,可以用较少的材料制作出更高效的零件。模具对于制造业中的应用是无法替代的,想要完善的发展好此行业,模具的生产技术的高要求是必要的。在一直以来的工业中,模具一直对着机械工业行业起着主导的作用,它在许多的生产行业上都是至关重要的,是任何技术都无法代替的。随着科学技术的不断进步,工业产品的品种也日益增多,并且更新换代的速度越来越快,对产品的质量和要求也是越来越高。因此,如果模具设计制造的水平若是跟不上时代进展的步伐,产品质量劣质,必将在市场上失去竞争的能哭,并且会影响社会经济的整体发展。因此只有保证模具制造技术的水平一直处于顶尖的地位,才能够大力促进国民经济的持续发展。
冷冲压的概述
冲压加工是在借助于常规或专用冲压设备的动力,使条料在压力的作用下发生形变,从而获得想要的制件形状、尺寸和性能的生产技术。冲压加工是金属成型的主要方法之一,要求材料能够塑性变形。冲压的各种加工方法和技术标准的总称叫做冲压工艺,它的存在需要满足于制件的各种尺寸、精度和性能等要求。
制造模具的技术是不能停歇的。模具的整个生产过程都紧密结合,它与计算机技术、各种自动化控制密切相关。时代正在进步,冲压工艺技术在一代又一代的前辈的研究下,也是在不断的提升改进的。为了能够多方面的发展,冲裁工件应实现完整的系统化,使其生产起来更方便。生产各式各类的简易模具、复杂模具,使其成为一个具体而统一的模具系统。
1.2 冲压模具的国内外发展现状
随着国家经济的腾飞,重工业的发展,模具已经进入了高速发展的新时期。模具这专业一直处于那种不冷不热的地位。根据统计,当今从事模具这行业的人员已经有六十万人之多,并且世界上已经达到了两万多家的相关公司生产厂。这些公司的每年的总产值也是令人叹为观止的。由此可见,随着经济的不断发展,但是人类对于此方面的需求会不断增大,随之要面临的就是要面对更苛刻的对此行业的要求。在与国际之间的模具上的竞争,也会面领着更为大的挑战。相比于国外的模具制造工业,外国的产业无论是从设备上还是技术上都是要比我们更胜一筹的。这些差距是我们之后共同努力的动力。我们每个在做模具行业的技术人员都有责任去为国内的模具产业付出一份力。
国外在工业方面经过两次工业革命发展得非常迅速,欧美日韩等工业发达国家也一直对我国进行技术封锁。同时这些国家也集合部分优势资源和技术人才合力发展工业,这么多年来,这些国家在模具行业都取得了较大进展,一直致力于实现机械行业的自动化生产,同时也有了一些比较先进的生产管理技术和经验。
我国在模具工业这一块起步较晚,发展时间较短,这么多年来也取得了一些进步。但总的来看,我国的模具工业在工业水平和模具的工作性能等方面跟国外发达国家还是有和很大的差距。
1.3 冲压工艺的特点及应用
(1)成型件的尺寸精度和形状是由模具决定的,所以冲压件和模具特征相同,稳定性强,互换性好;
(2)由于冲压工艺的多种多样,所以能够加工出其他方式很难做出的形状和表面粗糙度
(3)冲压件一般不需要加热毛坯,能够尽可能的冲裁零件,节省原材料;
(4) 正常的普通机床一分钟只能产出几十件冲压件,这种速度看似可以接受,实际上对于需求量大的零件来说,是远远不够的。而高速压力机的的功能却远远超过于此,它的生产效率却是普通机床的上百倍以至于更高的速率,所以是一种高效的加工方法。
冲压工艺的特点导致了它的广泛性,大到航空航天事业小零件的装配,小到精密零件钟表的生产,所以有人说模具是工业之母,任何机器和工件的生产都离不开模具,冲压模具更是占一大部分。日常生活中每个人也都和冲压件紧密相连,信息交流、运动器材、家电设备等。
当然冲压模具也有着它的一些弊端,加工时零件冲裁的噪音和振动都对人体有危害,这些都是传统工艺设备的落后而导致的,相信在不久的将来这些问题会随着科技和技术的发展得到解决。
1.4 冷冲模设计的主要内容
1.熟悉相关设计资料及文献内容
2.分析零件的冲裁工艺性(材料、工件结构形状、尺寸精度),
3.拟定零件的冲压工艺方案及模具结构,排样,裁板,选择模具结构形式,
4.进行必要的工艺计算,主要包括:确定搭边值,计算冲压工序压力,选用压力机及确定压力中心,计算凸凹模刃口尺寸,弹性元件的选用
5.确定模具主要零件和板的结构和尺寸精度
6.绘制装配图与零件图
参考文献.
[1] 成虹.冲压工艺与模具设计[M].北京:高等教育出版社,2014.
[2] 欧阳波仪.多工位级进模设计标准教程[M].北京:化学工业出版社,2009.
[3] 韩森和.冷冲压工艺及模具设计与制造[M].北京:高等教育出版社,2009.
[4] 肖祥芷,王孝培.中国模具设计大典,第三卷[M] .南昌:江西科学技术出版社,2003.
[5] 冷冲模设计资料与指导手册,第四版 [M].大连:大连理工大学出版社,2014.
[6] 卢险峰.冲压工艺模具学[M].北京:机械工业出版社,1997



