





















架板冷冲压工艺及模具设计(代做模具专业毕业设计)
冲裁件的工艺性,是指冲裁件对冲裁工艺的适应程度,即冲裁件的结构、形状、尺寸及公差等技术要求是否符合冲裁加工的工艺要求。冲裁件工艺性优劣对冲裁件质量、模具寿命和生产效率都有很大影响。
1.材料:该冲裁件的材料为钢,具有良好的可冲压性和弯曲性。
2.零件结构:该冲裁件的结构较为复杂,并在弯角处有四处圆角。
3.尺寸精度:零件图上所有的未注公差的尺寸,属自由尺寸,可按
级确定工件尺寸的公差。
结论:适合冲裁、弯曲。
1.2工艺方案及模具结构类型
该零件包括落料、冲孔、弯曲三个基本工序,可以采用以下几种冲压方案。
方案一:先落料,后冲孔,然后分别一次弯曲和二次弯曲,即采用单工序模
生产。
方案二:落料、冲孔、弯曲连续冲压,即采用连续模生产。
方案三:先落料、冲孔和一次弯曲,后二次弯曲,即采用连续模和单工序
弯曲模生产。
方案比较:单工序模具结构简单,制造方便,但是需要三套模具,成本相对来说较高,且生产率低,更重要的是在多次的移动过程中必定会增大误差,使冲件的精度、质量大打折扣,达不到所需要求,难以满足生产的需要。级进模是一种多工位、高效率的加工方法,但级进模制造复杂,成本也较高,而如果综合单工序模和级进模两者的优点来设计出适合的模具,将大大的减少成本。
故通过以上的方案比较,采用方案三,即设计出两套模具,先通过级进模完成落料、冲孔和一次弯曲成形,然后通过单工序弯曲模进行二次弯曲成形。
1.3排样设计
排样是级进模具结构设计的主要依据,排样图的好坏,直接关系到模具设计。而排样图的设计有错误,会导致制造出来的模具无法冲出合格制件而将整幅模具报废,所以说在设计之前一定反复的比较、分析,得出一个最优化的排样方案来。
毕业设计资料
目 录
1.毕业实践任务书…………………………………………………
2.冲压件产品图……………………………………………………
3.说明书正文………………………………………………………
4.参考文献…………………………………………………………
5.外文翻译…………………………………………………………
6.毕业设计小结……………………………………………………
7.冷冲压工艺卡片…………………………………………………
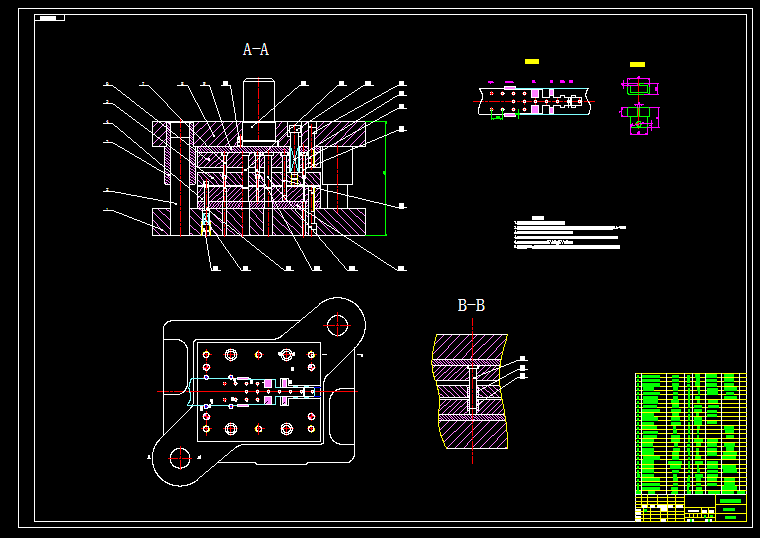
8.模具装配图………………………………………………………
9.模具零件图………………………………………………………
10.零件制造工艺过程卡片………………………………………
参 考 文 献
[1] 中国机械工程学会,中国模具设计大典编委会.中国模具设计大典.江西科学技术出版社,2002. 11
[2] 李硕本.锻压手册(设备).机械工业出版社,2002.1
[3] 吴宗泽.机械零件设计手册. 机械工业出版社,2004.1
[4] 王孝培.冲压手册.机械工业出版社,2004.4
[5] 姜奎华.冲压工艺与模具设计.机械工业出版社,1995.10
[6]冲压模具用零件.米思米精密机械贸易有限公司
[7]徐新成.冲压工艺及冲模设计.机械工业出版社.2004.8
[8]郝滨海.冲压模具简明设计手册.化学工业出版社.2005.1
http://www.bysj1.com/html/4831.html http://www.bysj1.com/html/5152.html





