





















连接片3冲压模设计
摘要:现代工业生产中冲压技术是金属成型一种很重要的加工方式,其经常被应用在材质较软的金属成型上,也用在加工要求比较高的精密工件上。这次课题就是根据冷冲压模具的相关知识,来阐述冷冲压模具的设计及加工过程。
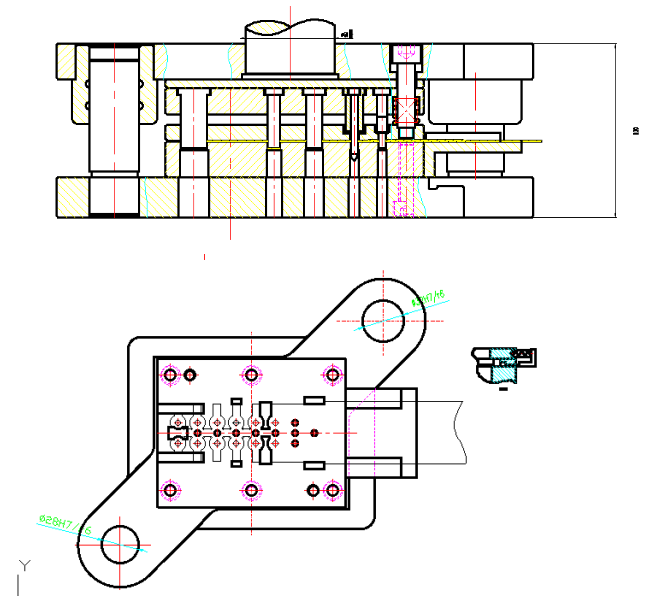
这次的课题是设计指定工品的定制模型,使用Auto CAD软件进行零部件的设计和描画,确立了设计思路,对冲压过程,以及各特定部分进行了细致的计算和校准。通过这样模具设备能够正常地工作,使零件和其他的零件正常地运做成为可能。同时也描绘模具了组装图和零部件图。
通过这次对冲压模具课题,加强了自己对模具专业的认识,也获得了较好的成果,达到了预期的设计意图。
关键词:V型连接片;级进模;弯曲;冲孔
Connection pice 3 stamping die design
Abstract: It is often used in metal forming with soft materials and precision workpieces with high processing requirements. This subject is based on the cold stamping die knowledge to explain the cold stamping die design and processing.
Drawing assembly drawing and part drawing.Through the stamping die design of engineering suspension engineering, consolidate and deepen knowledge, and achieve satisfactory results, achieve the expected design objectives.
Keywords: stamping die; Stamping forming; Mold
绪 论
0.1 模具事业的现在发展和未来市场
现代模型事业被称为“永不停歇的工业”。同时我国的模范产业也迎来了新的发电机机会。近年来,我们的模具工业总产量增长了13(潜在的增长率)。2005年模具产量600亿元,2004年的进口模具总量达到600亿元,一个型号的汽车有成千上万个模型,价值高达亿元,但汽车却能改变车型应该换80的模型。2003年我国的汽车生产量总共突破了400万台。2004年的产量将分别突破500万台,汽车产量预计达到260万辆。目前,中国有1万7,000多家大型生产工厂,员工人数约50万名。1999年,中国的铸造工业总产值已经在人民中。达到了245亿韩元。在工业总生产额中,企业自己生产和自用的约占三分之二,产品销售约占三分之一。模型工业生产总值中,印花型模大约占50,塑料模子约占33,铸模占大约6,其他各类模子约占11%。
0.2 加工的过程
冲压技术依靠压型和铸模,来帮助板材、管材、压制、压材、管材、压载和压制,用外力使之成为可塑性变形或分离,从而获得所需几何和尺寸的配件(戳记零件)的成型加工方法。冲击和单调都是可塑性加工(也称作压力加工。)合称段压电机,电器机构的铁心硅素钢板等都是戳记加工的机器、家电、自行车、办公设备、生活机等产品中也有大量的戳记组件戳记与铸件或单造相比,具有薄、均匀、轻、强的特征戳记(sting)可以做一些零件,比如用其他方法制造难度的腱、腰部、冷压烟灰通常不经过切削,或者进行少量切削。特别是多任务的多冲压流程。用一个压力机器去完成好多个冲压的过程,从而达到冲压到整体的成型,提高生产的效率,提高利用率,加大生产力。
0.3 加工手段的类别
冲压主要根据工艺进行分类但可分为分离过程和整形程序分离过程也称为震动材料,目的是使冲击部件沿一定的件轮廓从板材中分离出来,同时是为了保证质量要求。整形工程的目的在于在不捣碎木板的条件下制造可塑性变形型,制作需要的形态和尺寸的零件。冲击材料,弯曲,切割,拉深,涨形,旋压,校正是一些主要的戳记技术。冲击材料的表面和内部性能极大地影响了抗冲击成品的质量。屈服的强度是统一的,其推理的标准化与发展之间的模具,复杂的摩,压抑压力级的毛发(大批量生产)和模范模型(이가다),缩短准备时间,使毛设备能够更快地进行图章处理,或缩短准备时间,以便更快地进行处理。aegis缩短了准备时间,使之更快速地进行处理。戳记设备除了用水压器成厚板外,一般采用机械工艺一个现代高速的多孔机械装置(Fratter Preserce)。
0.4 冲压事业的阻碍以及突破的方法
阻碍一:机械化、自动化程度低
能够代表国际水平的大型多功能式喷雾在我国没有几个。中小企业设备普遍落后,耗油和材料过重,环境污染严重。峰头整形设备简单,手工操作比率高。净化器的价格是一般压力的5到10倍,多数企业没有投资能力,妨碍了忠技术我国的普及和应用。由于是液压整形很是内高压整形所以设备投资较多国内很难开始。引进先进的新技术,来达到机械化、自动化水平汽车盖板图章必须自动处理一个机器连接线、机械盖板的生产线、特别是要发展到大型多功能压力机的方向。
目录
绪 论 1
0.1 模具事业的现在发展和未来市场 1
0.2 加工的过程 1
0.3 加工手段的类别 2
0.4 冲压事业的阻碍以及突破的方法 2
第1章 零件加工过程 1
第2章 确定加工方案 3
第3章 冲压模的结构确定 4
第4章 冲压模的选择 5
第5章 排样图、步距的确定 7
第6章 冲压模非标件的选定 11
6.1冲压模零件的结构分析 11
6.2凹模外在的尺寸 12
6.3模柄的选择 12
6.4卸料板 13
6.5弹顶和推出装置 13
6.6导向装置(导柱 导套) 13
第7章 所需要加工机械的选定 15
7.1确定加工的数据 15
7.2 确定加工机械 15
第8章 设计并绘制模具总装配图和安装 17
总结 19
致谢 20
参考文献 21
参考文献
[1]王孝培主编. 冲压手册[M]. 北京:机械工业出版社,1990、20-22
[2]姜奎华主编. 冲压工艺与模具设计[M]. 北京:机械工业出版社,1997、 60-62
[3]冲模设计手册编写组. 冲模设计手册[M]. 北京:机械工业出版社,1998、150-154
[4]钣金冲压工艺手册编委会编著. 钣金冲压工艺手册[M]. 北京:国防工业出版社,1989、167-172
[5]冲压工艺及模具设计编写委员会. 冲压工艺及模具设计[M]. 北京:国防工业出版社,1993、54-55
[6]候义馨. 冲压工艺及模具设计[M]. 北京:兵器工业出版社,1994、 62-65
[7]卢险峰. 冲压工艺模具学[M]. 北京:机械工业出版社,1999、 44-46
[8]胡亚民. 材料成形技术基础[M]. 重庆:重庆大学出版社,2000、15-17
[9]刘湘云. 邹金统主编. 冷冲压工艺及模具设计[M]. 北京:航空工业出版社,1994、16-17
[10]陈尖嗣. 郭景仪主编. 冲压模具设计与制造技术[M]. 北京:北京出版社,1991、 62-65
[11]张鼎承主编. 冲压机械化与自动化[M]. 北京:机械工业出版社,1982、92-95
[12]张毅主编. 现代冲压技术[M]. 北京:国防工业出版社,1994、102-105
[13]许发樾主编. 模具标准应用手册[M]. 北京:机械工业出版社,1994、164-166
[14]Tomesani. L.Analy of a tension-driven[M]. outsidein tube inversion Jouranl of Material Processing Technology, Vol.64,1997,pp.397-386
[15]郭成等. 冲压件废次品的生产与防止200例[M]. 北京:机械工业出版社,120-122
[16]Pearce. R.Sheet Matal Forming[M]. Bristol、philadelphia:Adam hilger, c1991
[17]Liescu,constantin. Cold-pressing technology/constantin iliescu[M].
---Amsterdam:Elsevior,1990 22-25



