





















直角固定片冲压模设计
摘要
模具是现代工业化生产中必不可少的工艺装备之一。
本模具的主要作用就是落料和冲孔,该模具在设计时不仅要根据冲裁件的材料选择模具的材料,还要根据冲裁件的形状,尺寸个精度来确定模具的类型和冲裁的工艺方案。确定合理的冲裁间隙是本次模具设计的重点,因为这不仅影响冲裁件的形状尺寸精度,还影响着模具的使用寿命。在模具的材料选择时应注意材料的性能和强度。应精良选择标准件以提高模具的寿命并且还可以缩短模具的制造周期。
关键词 :冲压模具 冲裁间隙 材料选择
Abstract
The mould is one of the essential equipment in modern industrial production,The main function of the mold is blanking and punching, the mould is in the designNot only according to the selecting of die blanking material according to the blanking shape, size precision to determine the type of mold and punching process. To determine the reasonable blanking gap is the focus of the mold design, because it not only affects the shape and size of precision blanking, but also affects the service life of the die. Material selection should pay attention to the performance and strength of the material. The choice of standard parts should be excellent to improve the life of the mold and shorten the manufacturing cycle of the mold.
Keyword:Stamping die,Blanking clearance,Material selection
目 录
目 录 III
前 言 1
第一章 工艺设计 12
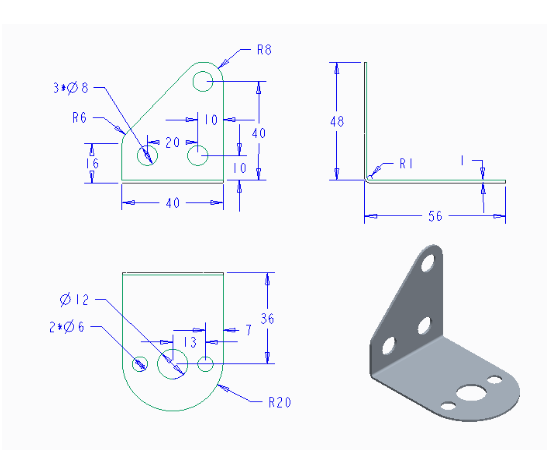
1.1 零件介绍 12
1.2 零件工艺性分析 13
1.3 工艺方案的确定 13
第二章 排样设计 15
2.1毛坯排样设计 15
2.2 材料的利用率 18
第三章 工艺计算 20
3.1 冲压工艺力的计算 20
3.1.1冲裁力计算 20
第四章 模具总体概要设计 23
4.1 模具概要设计 23
4.2 模具零件结构形式确定 23
4.2.1 定位机构 25
4.2.2 卸料机构 25
4.2.3 导向机构。 25
第五章 模具详细设计 27
5.1 工作零件 27
5.1.1冲裁凸、凹模刃口尺寸计算 27
5.1.2凸模高度设计 30
5.1.3定位零件 30
5.1.4 挡料零件 31
5.2 出件零件 31
5.2.1 卸料零件 31
5.3.2 顶件零件 32
5.3 导向零件 33
5.4 其他零件 33
第六章 设备选择 35
6.1 设备吨位确定 35
6.1.1设备类型的选择 35
6.1.2设备规格的选择 35
6.2 设备校核 36
6.2.1.压力行程 36
6.2.2.压力机工作台面尺寸 36
结 论 37
参考文献 38
致 谢 39
前 言
冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。生产中为满足冲压零件形状、尺寸、精度、批量、原材料性能等方面的要求,采用多种多样的冲压加工方法。概括起来冲压加工可以分为分离工序与成形工序两大类。 1. 分离工序:是在冲压过程中使冲压件与板料沿一定的轮廓线相互分离的工序。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素。
中国齿轮工业在“十五”期间得到了快速发展:2005年齿轮行业的年产值由2000年的240亿元增加到683亿元,年复合增长率23.27%,已成为中国机械基础件中规模最大的行业。就市场需求与生产规模而言,中国齿轮行业在全球排名已超过意大利,居世界第四位。 2006年,中国全部齿轮、传动和驱动部件制造企业实现累计工业总产值102628183千元,比上年同期增长24.15%;实现累计产品销售收入98238240千元,比上年同期增长24.37%;实现累计利润总额5665210千元,比上年同期增长26.85%。 2007年1-12月,中国全部齿轮、传动和驱动部件制造企业实现累计工业总产值136542841千元,比上年同期增长30.96%;2008年1-10月,中国全部齿轮、传动和驱动部件制造企业实现累计工业总产值144529138千元,比上年同期增长32.92%。 中国齿轮制造业与发达国家相比还存在自主创新能力不足、新品开发慢、市场竞争无序、企业管理薄弱、信息化程度低、从业人员综合素质有待提高等问题。现阶段齿轮行业应通过市场竞争与整合,提高行业集中度,形成一批拥有几十亿元、5亿元、1亿元资产的大、中、小规模企业;通过自主知识产权产品设计开发,形成一批车辆传动系(变速箱、驱动桥总成)牵头企业,用牵头企业的配套能力整合齿轮行业的能力与资源;实现专业化、网络化配套,形成大批有特色的工艺、有特色的产品和有快速反应能力的名牌企业;通过技改,实现现代化齿轮制造企业转型。 “十一五”末期,中国齿轮制造业年销售额可达到1300亿元,人均销售额上升到65万元/年,在世界行业排名中达到世界第二。2006-2010年将新增设备10万台,即每年用于新增设备投资约60亿元,新购机床2万台,每台平均单价30万元。到2010年,中国齿轮制造业应有各类机床总数约40万台,其中数控机床10万台,数控化率25%(高于机械制造全行业平均值17%)。



