





















圆形塑料桶盖注射模具设计与制造
摘要
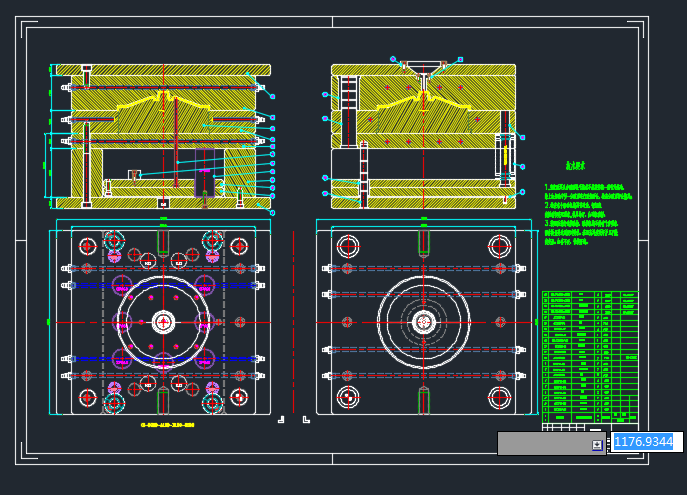
本设计主要介绍的是桶盖注塑模具的设计方法。首先分析了桶盖制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。接着介绍了桶盖注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及冷却系统的设计。然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本设计论述的桶盖注塑模具采用两板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模一腔的型腔布置,最后利用推板将制件推出。
关键词:桶盖;注塑模;两板模;浇注系统;脱模机构;定距分型机构
Abstract
The designing methods of injection mould of the charger shell are mainly introduced in this paper. First, the technological characteristics are analysed, including material properties, forming characteristics and conditions, the process of the structure, the forming equipment is selected.Then the parting line is selected, the number of cavities is determined.The specific introduction are made on gating system, cooling system,Molding parts, Steering mechanism, moulding mechanism, and spacer parting institutions.Then the standard mould bases and Mould materials are selected.and the technological parameters of the forming equipment is checked. Finally, problems that may emerge during the mold installation process are analysed and the appropriate solutions are provided.
Threepence mould is used on the design of charger shell,that is pouring material and the plastic parts are ejected from different parting lines. there are four cavities in this mould,finally a stripper plate is used to push off the charger shells.
Keyword:Charger shell;Injection mould;Threepence mould;Gating system;Moulding mechanism ; Space parting institutions
目录
摘要 1
Abstract 2
第一章 绪论 4
1.1 选题的依据及意义 4
1.2 国内外研究现状及发展趋势 4
第二章 桶盖工艺性分析 7
2.1 材料性能 7
2.2 成型特性和条件 7
2.3 结构工艺性 8
2.4 零件体积及质量估算 8
2.5 桶盖注塑工艺参数的确定 8
2.6 初选注射机的型号和规格 9
第三章 桶盖注塑模具的结构设计 11
3.1 分型面的选择 11
3.2 确定模具基本结构及模架的选定 12
3.3 确定型腔的数量和布局 12
3.4浇注系统设计 13
3.4.1主流道设计 13
3.4.2 分流道截面设计及布局 14
3.4.3 浇口设计及位置选择 15
3.4.4 浇口套的设计 16
3.5 注塑模成型零部件设计 16
3.5.1 型腔、型芯结构设计 16
3.5.2 成型零件工作尺寸计算 17
3.6 合模导向机构设计 18
3.7 脱模机构设计 18
3.7.1 脱模力计算 19
3.7.2 浇注系统凝料脱出机构 19
3.8冷却系统设计 20
3.9模架及模具材料的选择 21
第四章 注射机相关参数校核 22
4.1 最大注射量的校核 22
4.2 注射压力校核 23
4.3 锁模力校核 23
4.4 模具厚度的校核 23
第五章 模具的工作原理及安装、调试 25
5.1 模具的工作原理 25
5.2 模具的安装 26
5.3 试模 26
5.4 设计总结 27
参考文献 28
致谢 28
第一章 绪论
1.1 选题的依据及意义
随着现代制造技术的迅速发展、计算机技术的应用,在玩具产业中模具已经成为生产各种玩具不可缺少的重要工艺装备。特别是在塑料产品的生产过程中,塑料模具的应用及其广泛,在各类模具中的地位也越来越突出,成为各类模具设计、制造与研究中最具有代表意义的模具之一。而注塑模具已经成为制造塑料制造品的主要手段之一,且发展成为最有前景的模具之一。注射成型是当今市场上最常用、最具前景的塑料成型方法之一,因此注塑模具作为塑料模的一种,就具有很大的市场需求量。所以我选充电器注塑模具设计作为我毕业设计的课题。
本课题应用性强,涉及的知识面与知识点较多,如注塑成型、模具设计、三维造型、运动仿真以及二维三维软件的应用。
通过本课题的设计,将会在下述基本能力上得到培养和锻炼(1)塑料件制品涉及及成型工艺的选择(2)一般塑料件制品成型模具的设计能力(3)塑料制品质量分析及工艺改进、塑料模具结构改进设计的能力(4)掌握模具设计常用的商业软件(UG8.5)及同实际设计的结合的能力(5)使自己在文档组织与检索方面的能力得到提高(6)掌握写论文的一般步骤及格式方法,同时提高自己的学习、思考、解决问题的能力,因为注塑模具对我来说是一个新的领域。
1.2 国内外研究现状及发展趋势
近年来我国的模具技术有了很大的发展,在大型模具方面,已能生产大屏彩电注塑模具、大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具。机密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
在成型工艺方面,多材质塑料成行模、高效多色注塑模、镶件互换结构和抽芯脱模机构的创新业取得了较大进展。气体辅助注射成形技术的使用更趋成熟。热流道模具开始推广,有些单位还采用具有世界先进水平的高难度针阀式热流道模具。
当前国内外用于注塑模具方面的先进技术主要有以下几种: (1)热流道技术 它是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。这一技术在大批量生产塑件、原材料较贵和产品质量要求较高的情况下尤为适用。热流道注塑成型技术应用范围很广,基本上,适用于冷流道模具加工的塑料材料都可以使用热流道模具加工,许多产品如手机壳、按键、面板、尺寸要求精密的机芯部件等都是采用热流道技术成型。一个典型的热流道系统一般由如下几大部分组成:(1)热流道板(MANIFOLD);(2)喷嘴(NOZZLE) ;(3)温度控制器;(4)辅助零件。
(2) 气体辅助注射成形技术 它是向模腔中注入经准确计量的塑料熔体,在通过特殊的喷嘴向熔体中注入压缩气体,气体在熔体内沿阻力最小的方向前进,推动熔体充满型腔并对熔体进行保压,当气体的压力、注射时间合适的时候,则塑料会被压力气体压在型腔壁上,形成一个中空、完整的塑件,待塑料熔体冷却凝固后排去熔体内的气体,开模退出制品。气体辅助注射成形技术的关键就是怎么合理的把握注入熔融的塑料的时间与充人气体的时间的配合。气体辅助注射可以应用在除特别柔软的塑料以外的任何热塑性塑料和部分热固性塑料。应用气体辅助注塑成型技术,可以提高产品强度、刚度、精度,消除缩影,提高制品表面质量;降低注射成型压力以减小产品成型应力和翘曲,解决大尺寸和壁厚差别较大产品的变形问题;简化浇注系统和模具设计,减少模具的重量.减少塑件产品的重量,减少成型时间以降低成本和提高成型效率等。气体辅助成形周期可分为如下六个阶段:塑料熔体填充阶段、切换延迟时间、气体注射阶段、保压阶段、气体释放阶段、推出阶段。




