





















连接板冷冲压工艺及模具设计
工件工艺分析
1、材料:该冲裁件的材料20钢是普通碳素结构钢,具有较好的可冲压性能。
2、零件结构:该工件外形结构较简单,形状规则,并在转角处有圆角,比较适合冲裁。
3、尺寸精度:零件图上所注尺寸公差无特殊要求,所以按IT10级选取, 利用普通冲裁方式可达到图样要求。
结论:适合冲裁。
1. 2.3 工艺方案及模具结构类型
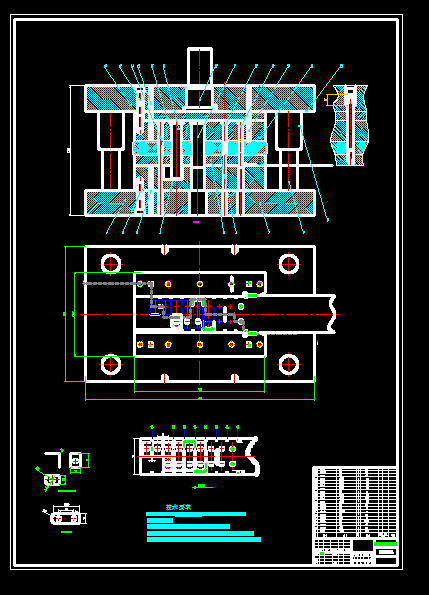
该零件包括冲孔、落料、弯曲三个基本工序,可以采用以下三种方案:
1、 先落料,再冲孔,最后弯曲,采用单工序模生产。
2、 落料-冲孔复合冲压,再弯曲,采用复合模与单工序模相结合生产。
3、 冲孔-弯曲-落料连续冲压,采用连续模生产。
4、 先落料,再冲孔-弯曲复合冲压,采用单工序模与复合模相结合生产。
方案1模具结构简单,制造周期短,加工成本低,但需要三道工序、三套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。由于零件结构简单,为提高生产效率,这样应采用复合冲裁或连续冲裁方式。如采用复合模,则其凸凹模壁厚不能太薄(外形与内形、内形与内形),以免影响强度;凸凹模刃磨有时不方便,尤其是在凸凹模即冲裁,又成形的情况时。所以,只有当制件精度要求高,生产批量大,表面要求平整时,才选用复合模具结构。 综上所述可知,宜采用方案三,即采用固定挡料销和导料板定位、刚性卸料装置、自然漏料方式的冲孔-弯曲-落料连续冲压模生产方式。
目 录
前 言 2
1 绪论 3
1.1 我国冲压模具业发展现状 3
1.2 我国冲压模具制造技术发展趋势 4
2 工艺方案和模具结构类型 7
2.1 产品零件图 7
2.2 工件工艺分析 7
2.3 工艺方案及模具结构类型 7
3 连续模设计 9
3.1 展开图计算 9
3.2 工件工艺分析 9
3.3 工艺方案及模具结构类型 9
3.4 排样设计 9
3.5 确定条料利用率 11
3.6 裁板方式 12
3.7 计算力 12
3.8 计算压力中心 14
4 连续模零、部件结构设计 15
4.1 凸、凹模结构设计 15
4.2 定位形式与结构设计 20
4.3 卸料结构设计 22
4.4 连续模导向、安装和有关零、部件 23
5 压力机选用与校核 27
6 模具装配 28
总 结 30
参考文献 31
致 谢 32
参考文献
[1] 吴诗惇主编 . 冲压工艺及模具设计 . 西安:西北工业大学出版社,2001.9
[2] 《模具设计与制造技术教育丛书》编委会编 . 模具结构设计 .北京:机械工业出版社,2003.10
[3] 钟毓斌主编 . 冲压工艺与模具设计 . 北京:机械工业出版社,2000.5
[4] 中国机械工程学会,中国模具设计大典编委会编 . 中国模具设计大典:第3卷,冲压模设计 . 南昌:江西科学技术出版社,2003.1
[5] 刘朝儒,彭福荫,高政一主编 .—4版 . 机械制图 . 北京:高等教育出版社,2001.8
[6] 张代东主编 . 机械工程材料应用基础 . 北京:机械工业出版社,2001.6
[7] 刘心治主编 . 冷冲压工艺及模具设计 . 重庆:重庆大学出版社,1995.4
[8] 孙凤勤主编 . 模具制造工艺与设备 . 北京:机械工业出版社,1999.10
http://www.bysj1.com/html/4790.html http://www.bysj1.com/html/5129.html




