





















接板冷冲模设计
第一章
1.1接板冷冲模设课题的背景和意义
冲压是指在常温下,将自己设计的模具安装在压力机上,然后利用压力机提供的力带动模柄运动,将力作用到材料上,使材料发生塑性变形,从而生产出屋面所需要的零件的加工方法。使材料发生塑形变形的方法有很多,最常见的就是滑移和孪动。滑移字如其名,就是晶体用一定的方法往同一个方向运动,使材料发生变化。孪动与滑移的区别在于,滑移是向着同一个方向运动,而孪动是向着同一个方向旋转。并且滑移是在生产过程中逐步出现的,是一个必然的过程,而孪动却是突然出现的。孪动是在滑移的过程中出现问题之后便会突然出现。
冲压模具是指在冲压生产的过程中,将材料变成我们所需要的产品的过程中必要的一种特殊工艺设备。冲压模具制造这一过程也叫冲模。因为模具的精度的保证,以及它的安稳性,所以生产出来的零件几乎是一模一样。但是在生产模具的时候为了它 的安稳性,需要通过多次的试膜来保证。通过不断的试膜,不断地改进,从而才能制造出产生合格零件的冲压模具。先进冲压工艺的实现在于先进的冲模,因为只有冲模的保证,才能有精度的提高。
冲压相对于其他加工方法来说具有很明显的优点。因为冲压件的形状尺寸以及精度都是有模具的成型面所决定的,所以同一套模具生产的产品质量稳定,互换性好。因为冲压加工一般不需要热毛坯,不需要像切削加工一样大量的切削毛坯从而达到想要的形状,而且还利用合理的排样使毛坯的利用率达到最大。所以冲压工艺相对于其他加工来说会更加的具有经济性。因为车床和铣削加工的一个局限性,所以对于一些薄壁类,重量轻的,刚性较大以及形状复杂的工件来说就比较苦难了,但是对于冲压加工来说,这些都是可以快速解决的问题,而且生产出来的零件的表面制造还可以保证。这样的话就会比其他的加工省了好几道的工序,效率自然也就提高了。对于一个工厂来说,效率是最重要的一个东西,这时冲压加工就可以满足加工快且质量好的零件的加工,而且机器的不同,速度也是不同,可以根据需求选择不同的压力机。因为冲压加工具有这些优点,所以被广泛运用在国民经济的各个领域上。
本课题主要要求我们掌握研究模具设计的方法及工序,巩固和加深对机械二维和三维的制图能力。它要求我们不仅要掌握我们所学的《冷冲压工艺及模具设计》 《公差配合及技术测量》《模具加工工艺》 《金属材料与热处理》 《零件制造工艺与装配》 《机械制图》,还需要我们去寻找以及学习一些课外的知识与技能,在查找资料的过程中就是一个不断学习的过程。并且我们不仅在不断的学习,而且还充分的复习了CAD,NX,CAXA等绘图软件,让我们脑海中想象的东西通过图纸表达出来。由于每个人拿到的零件是不一样的,这与我们在学校上课时做的团队课题设计便不一样了,一个团体最好的分配就是分工合作,利用自己所擅长的区域,快速并且准确的解决问题。但是毕业设计是一个人做,此时就需要自己充分发挥自己所知道的知识,发散大脑思维,提高独立思考的能力。老师经常挂在嘴边的是咱们做模具设计的,不要只拘谨与眼前,还要结合实际情况去看看。别到时候设计出来的模具看着是没有一丝一毫的问题的,但是在实际加工当中是生产不出零件的,那么也就意味着自己费时费力所生产的模具只能变成废品了。因为我们目前做的不是针对某一个厂家,所以暂时不用考虑一个厂家自己的生产习惯以及相应的规定。但是我们也要考虑实际生产中可能出现的问题,这样就可以既做出一套符合设计又能投入加工的一套模具。
我拿到的零件为接板,首先便是看材料以及零件形状尺寸,然后便要去分析材料的性能,一个材料的性能决定了它的刚度和硬度以及收缩率,这需要查看相关书籍。对于一个冲裁件,保证精度是主要的,所以这也就导致了参与零件成型表面的零件的要求要比其他零件的要求高。在一副模具当中成型零件的设计是重点,也是模具的灵魂。参与成型也就意味了是成型零件决定了这幅模具的好坏,而且机械行业对于成型零件有很多标准文件的存在,行业也有很多默认的标准,所以在设计的过程中不光光参考教材,还需看关于行业的标准,一些国际标准,以及机械行业标准。在设计的时候要按照标准,这样制造的人才能够正确制造,而一副模具在制造过程中要不断的试膜,修改确保精度和正确。模具的研磨是一件复杂的过程,需要有经验的模具师傅反复的修磨,已达到精准的配合。模具到了生产的环节便就是一个完好且完整的成品了,它可以开始创造价值了。此时的模具还只是一副模具,它还需要压力机的配合才可以进行运动,从而生产零件。压力机有不同的种类,分为气动、液压、电磁和曲柄压力机。还可以根据结构来分,那样分为开式和闭式压力机。根据不同的要求,以及资金预算,选择不同的压力机。当将这些要求全部都达到之后便可以投入生产了。
第二章
2.1 冲压零件简介
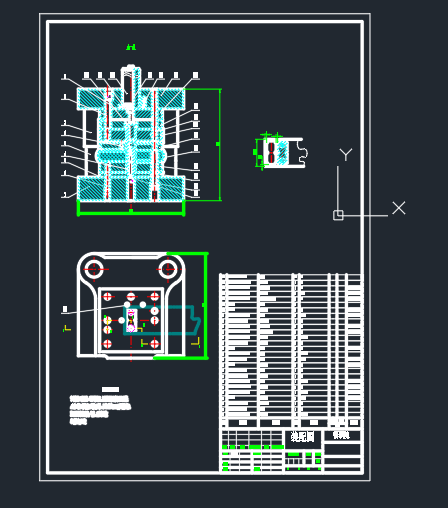
产品图为如图所示的形状和尺寸,材料为Q235普通碳素钢,杂质含量一般<0.4%,材料厚度为2mm.
从图中就可以知道,除了φ5+00.12和20±0.10的尺寸要求外,几乎没有任何其他要求,未注长度尺寸偏差为±0.1mm,制件毛刺不得大于0.05mm,表面粗糙度都要求为Ra0.8。
目录
(接板冷冲模设计)
第一章绪论
1.1接板冷冲模设课题的背景和意义……………………………………3
第二章 加工工艺的分析与设计
2.1冲压零件简介…………………………………………………………5
2.2零件冲压工艺性分析…………………………………………………6
2.3冲压工艺方案…………………………………………………………7
第三章 冲压件排样
3.1排样方案的确定………………………………………………………8
3.2确定搭边值……………………………………………………………9
3.3材料利用率……………………………………………………………9
第四章冲压力的计算
4.1落料力…………………………………………………………………10
4.2冲孔力…………………………………………………………………11
4.3卸料力…………………………………………………………………11
4.4推件力…………………………………………………………………11
4.5总冲压力………………………………………………………………11
第五章凸凹模结构设计
5.1凸,凹膜刃口尺寸……………………………………………………12
5.2工作零件结构设计……………………………………………………13
第六章模具的结构
6.1基本尺寸………………………………………………………………14
6.2模架的选择……………………………………………………………14
6.3其他模具结构零件……………………………………………………15
第七章冲压设备选用…………………………………………………………15
第八章模具的安装与调试……………………………………………………16
第九章外文与翻译……………………………………………………………18
第十章小结……………………………………………………………………26
第十一章参考文献……………………………………………………………27
参考文献
[1]成虹,冲压工艺与模具设计[M],北京:高等教育出版社,2006
[2]李云程,模具制造工艺学第二版[M],北京,机械工业出版社,2008
[3]杨关全,匡余华,冷冲模设计资料与指导[M],大连,大连理工大学出版社,2014
[4]华红芳,孙燕华,机械制图与零部件测绘第二版[M],北京,电子工业出版社,2015
[5]吴慧媛,韩邦华,零件制造工艺与装备[M],北京,电子工业出版社,2010



