





















工具磨床支撑盘工艺工装设计
摘要:随着当今机械工业的快速发展,在机械加工上讲究“多,快,好,省”,机械加工中工艺工装是当今机械加工必不可少的项目,它决定一个机械零件的好坏。在诸多的机械零件中盘类零件是使用方面最多应用方面最广的零件。
工具磨床支撑盘是磨床上一个重要零件也是盘类零件的典型,通过对本零件的工艺工装的分析和制作让我们更能了解盘类零件的工艺工装。我们在这个零件的课题上完成了工艺分析和工装设计,在所学的知识上有独辟行径的设计新的夹具体,不仅仅提高了加工效率还为其他盘类零件的工艺工装有一个良好的参考。
关键词:机械;工艺工装;盘类零件;夹具体
Abstract: with the rapid development of today's mechanical industry, in the mechanical processing stress on the "more, faster, better, province", machining process tooling is now indispensable for mechanical processing projects, it determines the quality of a mechanical parts. In many mechanical parts of the disk type parts are the most widely used aspects of the most widely used parts.
Tool grinding machine support plate is an important part of the grinding machine is also a typical disk type parts, through the analysis and production of the parts of the process tooling so that we can better understand the process of the disk type parts tooling. We have completed the process analysis and tooling design on this part of the subject, in the knowledge learned on the design of the new specific clip unique way, not only improve the processing efficiency but also for other parts of the disk process tooling has a good reference.
Key words: machinery; Process tooling; Disk parts; Clamp the specific
目录
第一章 绪论 3
1.1 选题的意义 4
1.2课题的主要内容 4
1.3本章小结 4
第二章 零件分析 4
2.1零件的作用 4
2.2零件的工艺分析 5
2.3确定零件的生产类型 6
2.4 本章小结 6
第三章 支承盘零件毛坯设计 6
3.1毛坯的选择和制造 6
3.2毛坯的余量 7
3.3毛坯的造型 8
3.4 本章小结 9
第四章 零件的加工工艺规程 9
4.1工艺规程的作用 9
4.2 定位基准的选择 9
4.3 零件加工工艺路线 10
4.4 选择各工序加工设备及工艺装备 11
4.5 本章小结 13
第五章 切削用量以及基本时间定额的确定 13
粗车上端面 13
1, 刀具的确定 13
2, 确定切削深度ap 13
3, 进给量确定 13
4,切削速度的确定 13
粗车φ145mm外圆至φ142mm,剩余 10mm 14
粗车下端面至29.5mm 15
半精车下端面至28.5mm 16
钻φ24mm通孔 17
粗车φ145mm外圆剩余10mm至φ142mm 18
半精车外圆φ142mm至φ140.8mm,剩余10mm 19
外圆倒角2X45° 20
半精车端面至28mm 21
半精车剩余10mm至140.8mm 22
外圆倒角2X45° 23
半精镗26mm孔 24
粗镗φ26mm孔至φ49mm 25
半精镗φ49mm孔至51mm 26
粗镗φ26mm孔至φ40mm 27
半精镗φ40mm孔至φ42mm 28
精镗φ51mm孔至φ52J7mm 1,刀具的确定 29
切φ125mmXφ75mmX4mm凹槽 30
精车φ140.8mm至φ140g6mm 31
钻4Xφ11孔 32
平锪φ17的孔 33
钻4Xφ5孔 34
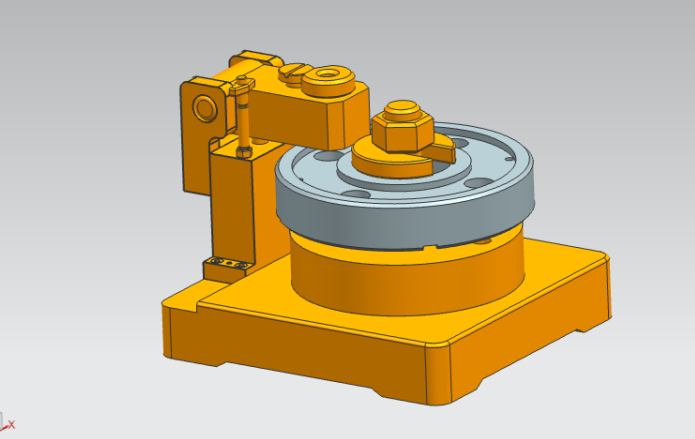
第六章 夹具设计 35
6.1 夹具设计任务 35
6.2 夹具的结构方案 35
第七章 结论 41
致 谢 41
参考文献 42
第一章绪论
1.1 选题的意义
在当今快速发展的社会中,各行各业都在改进并加快生产方式和生产方法,我国是在世界上屈指可数的工业大国,在机械加工方面也是努力向发达国家并拢。我们身为当代大学生不仅仅是祖国的希望与未来也肩负着发展祖国的重担,我们作为机械系的学生在临近毕业做出一样好的毕业答卷或许是对自己和母校最好的试卷。
我做的工具磨床支承盘面的工艺工装是作为机械行业最基础的知识,它不仅包含工艺的编写还有夹具的设计。这是学期三年的一次综合运用,不仅仅让我们回顾了大学三年的所有课程还为即将踏入社会的我们做一次铺垫。
1.2课题的主要内容
对于工具磨床支撑盘通过以下步骤分析:
1.分析工具磨床支承盘图纸要求
2.确定工具磨床支承盘生产数量及生产纲领
3.确定工具磨床支承盘毛坯制作方法及尺寸
4.确定工具磨床支承盘的基准
5.拟定工具磨床支承盘的工艺路线
6.确定工具磨床支承盘工序尺寸及公差
7.确定零件加工所需的机床、刀具、夹具
通过这七部的分析来一步步完成工具磨床支承盘的工艺工装。
1.3本章小结
作为论文的开始做了许多工作,先是通过查阅大量夹具设计书籍和工艺书籍就是为了后面的工艺过程卡和夹具设计起到一个良好的开端,避免因为没有充足的准备而慌乱。
参考文献
1, 吴慧媛、韩邦华 《零件制造工艺与装备-机械制造技术》
北京:电子工业出版社,2010.2
2, 艾兴、肖诗纲 《切削用量简明手册(第3版)》
北京:机械工业出版社,2002.6(2016.2重印)
3,马俊、王玫 《机械制图-非机类》
北京:北京邮电大学出版社,2008(2012.7重印)
4, 陈立德 《机械设计基础课程设计指导书》
北京:高等教育出版社,2013.7(2016.3重印)
5, 毛平淮 《互换性与测量技术基础(第3版)》
北京:机械工业出版社,2015.12(2017.1重印)
6, 姜敏凤、董芳 《机械工程材料及成形工艺(第三版)》
北京:高等教育出版社,2014.7(2015.1重印)
7, 胡家秀 《机械设计基础(第2版)》
北京:机械工业出版社,2008.6(2016.1重印)
8, 王光斗、王春福 《机床夹具设计手册(第3版)》
上海:上海科学技术出版社,2000.11



