





















轴承底座零件的加工工艺及关键工序夹具设计
摘要:机械工业是现代工业发展和企业进步不可或缺的支撑。随着制造业的持续发展,机械加工工艺和水平也在不断上升。而且机械制造业是国民经济发展的基础。对国家的综合实力有着至关重要的影响。
本次Φ10轴承底座设计按照设计要求,通过对零件图的分析,结合对轴承底座加工工艺的确定,,以保障生产安全为前体下编制工艺零件。而且工件在机床上进行加工时要广泛使用夹具,在夹具设计阶段确保夹具的使用寿命及精度要求,通过对零件进行详细的定位夹紧方案,并通过NX10绘制夹具的设计装配图,完成了轴承底座的设计。
关键词:Φ10轴承底座、加工工艺、夹具分析、夹具设计、NX
Bearings base parts of the processing technology and key process fixture design
Abstract: Machinery industry is an indispensable support for the development of modern industry and the progress of enterprises. And machinery manufacturing industry is the foundation of national economic development. Has the vital influence to the national comprehensive strength.
The bearing base design according to the design requirements, through the analysis of part drawing, considering the workpiece dimensional accuracy, surface roughness, the process of cutting parameter and procedure dimension machining allowance, in order to ensure production safety as the precursor preparation of process documentation artifacts in during processing is widely used in machine tool fixture in fixture design phase to ensure the service life of the fixture, ensure the fixture can meet the requirements of machining precision of workpiece, draw the assembly drawing of jig design.
Key words: parts technology processing technology fixture analysis fixture design
目录
摘 要
Abstract
目录
第一章 技术背景 1
1.1机械装备制造业发展的近况 1
1.2未来的机械装备制造业的发展方向 1
第二章 轴承底座机械加工工艺规程设计 3
2.1分析Φ10轴承底座零件图 3
2.2Φ10轴承底座的工艺分析及作用 3
2.3确定Φ10轴承底座的生产纲领 4
2.3.1确定Φ10轴承底座的毛坯材料 4
2.3.2确定Φ10轴承底座的毛坯结构 4
第三章 工艺规程设计 6
2.3确定Φ10轴承底座的加工顺序 4
2.2Φ10轴承底座定位基准的选择 4
3.3拟定Φ10轴承底座的工艺路线及确定加工余量 6
3.4解算Φ10轴承底座加工参数 8
第四章 机床专用夹具设计 18
4.1机床夹具设计基本要求 18
4.2Φ10轴承底座专用夹具设计步骤 18
4.3 定位设计与计算 19
4.3.1确定定位方案 19
4.3.2 定位误差的解算 19
4.4 夹紧元件的设计 20
4.4.1夹紧元件分析 20
4.4.2夹紧元件设计要求 21
4.4.3夹紧元件设计 21
4.4.4夹紧力计算 22
4.5 夹具体的整体设计及绘制 25
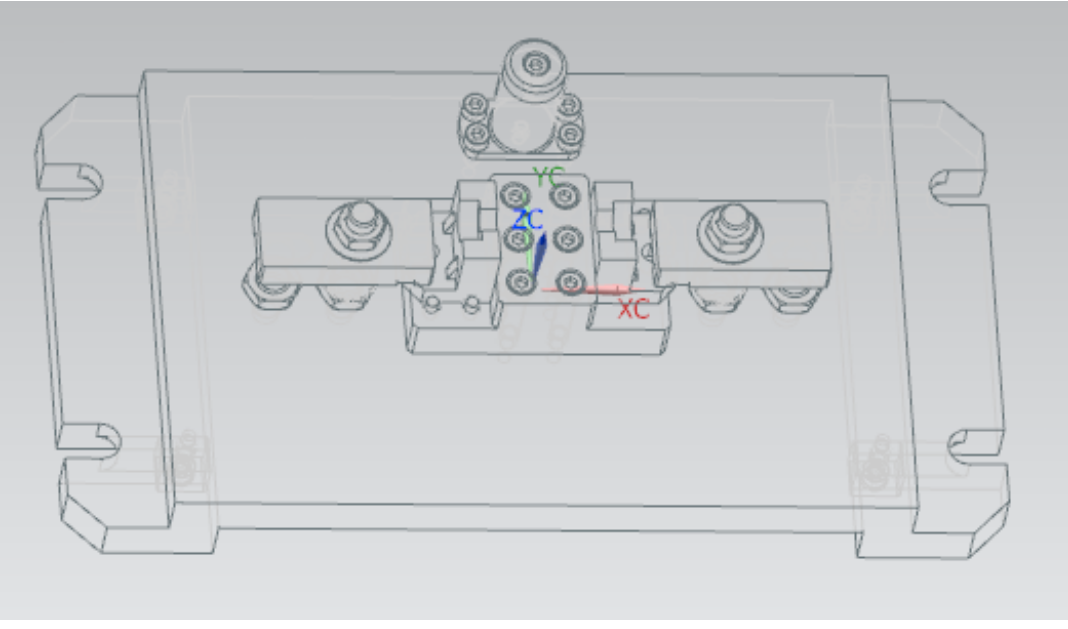
4.6 铣夹具三维设计 23
结 论 29
参考资料 31
致 谢 33
附 录
1.机械加工工艺工艺卡
2.机械加工工艺工序卡
3.机械加工工艺过程卡
4.轴承底座零件图(三维)
5.轴承底座夹具图(三维)
6.毕业设计开题报告
7.毕业设计任务书
8.毕业设计中期报告
第一章 技术背景
1.1机械装备制造业发展的近况
机械设计和制造产业为国民经济各部门的变化提供必要的基准设备,测量仪器,加工工具。据权威资料有关统计,美利坚合众国百分之七十的社会资源是在机械设计和制造产业产生的。日本国内生产总值的接近百分之六十来自机械工业。中华人民共和国的机械工业仍有百分之四十五的工业生产比例。可以说,没有优秀的机械设计和制造产业,国家就没有真正的繁荣。机械设计和制造产业的力量和规模是反映该国经济实力和科技能力的关键指标的一部分。
经过改革开发三十多年来,中华人民共和国的机械设计和制造业具有强大的实力。逐步出现了国际双向设备资源,逐步实施加工厂的技术优化和引导加工。工厂依托机械技术进步的目标,使机械技术,最终产品质量,实际水平和综合效益显着提高,为繁荣中国市场,扩大出口收入,促进国民经济变革做出了巨大贡献。虽然中华人民共和国的机械设计和制造业取得了很好的成果,但与日本、德国等发达国家相比,制造能力、技术能力、管理标准、加工效率仍存在巨大差异。在某些高精尖的领域机械设计和制造水平的严重不足。
随着科学技术的变化,使得传统的机械设计和制造技术与精密检测技术和控制技术也有了发展。新型号的机械装备其性能,精度和效率逐步提高,新旧交替,加工类型从大批量产品制造到各种小批量生产不等。这将对机械设计和制造技术提出更高的要求,推动机械朝着高智能化、高数字化、高精度、高效率的方向前进。
1.2未来的机械装备制造业的发展方向
今天的机械设计和制造需要各种产品类型,在新旧之间交替,因此各种小批量的制造比例增加。在旧式机械设计和制造中,小批量产品通常使用通用设备制造。更换产品时,需要对母机和加工设备进行适当的更换和更改,以及增强通用设备的自动化能力。通用设备自动化程序较低,特别是,一些区域和曲面的复杂部件只能由仿形机制造,制造精度和加工效率难以突破。
为了正确处理各种类型,小批量和复杂组件的数字化,CNC生产技术是合规的。控制技术充分利用电子计算机与自动控制技术等技术成果,具有高韧性、高精度、高数字特性。常规的技术难以解决,甚至无法解决单品种小批量,特别是复杂结构表面部件制造的数字化。数控生产技术的应用是机械设计和制造的技术变革,为机械设计和制造的变革带来了新的台阶,提高了机械设计和制造的真实水平。
中华人民共和国控制技术的发展过程可分为四个阶段:第一阶段是建国初期,数控机床初步系统、晶体管控制系统、步进电机和液压放大装置、开环控制系统已经研究初步完成。数控机床初步系统、晶体管控制系统、步进电机和液压放大装置、开环控制系统等正处于试验开发和采用阶段。第二阶段始于文化大革命初期,半导体数字控制系统的发展。第三阶段是改革开发前期。这是数控类的产品制造和采用阶段。例如,IС电路数字控制系统的成功制造。控制技术已在切削加工,国标齿轮制造,电气制造领域得到研究或应用,线切割机行业发生了很大变化。从中国开始进入社会主义新时代开始,这是第四阶段,这是翁鼎发展的关键。根据国际项目技术的研究和介绍,中华人民共和国的数控技术能力发展得特别快。开发并开发了多轴联动数字控制系统,开发出具有工艺水平的数控机床。有数百种种数控机床,和传统的机床相比数控机床的加工时间仅为传统的机床的百分之三十。
参考资料
[1]贾师强、陈文婷、刘双进.北京:中国铁道出版社.2015
[2]陈宏钧.简明机械加工工艺手册.北京:机械工业出版社.2008
[3]姜锡洲.数控技术[M].北京:机械工业出版社,2006
[4]邹青.液压与气压传动[M].北京:国防工业出版社,2014
[5]李兴华.机械制造工艺及专用家具设计指导[M].北京:机械工业出版社,2014
[6]吕天玉.金属加工工艺及工装设计.北京:航空工业出版社,2005
[7]杨培元.组合机床设计[M].山东:大学出版社,2015
[8]龚溎义.金属机械加工工艺人员手册[M].北京:国防工业出版社,2007
[9]朱张校.零件制造工艺与装备[M].北京:国防工业出版社,2003
[10]郭克希,袁果.机制专业毕业设计指导书[M].天津:南开大学出版社,2016
[11]及秀琴.机械制造技术基础课程设计指南[M].四川:四川大学出版社,2012
[12]徐鸿本.夹具结构设计研究[M].陕西:西北大学出版社,2000
[13]章飞,陈国平.机械工程图学[M].北京:清华大学出版社,2012
[14]周开勤.液压传动与气压传动[M].北京:兵器工业出版社,2012
[15]王志泉,项仁昌.互换性与技术测量[M].北京:国防工业出版社,2002
[16]王建石.现代机床设备[M].北京:人民邮电出版社,2006
[17](美)H﹒E﹒梅里特.金工工艺设计[M].北京:电子工业出版社,2002
[18]吕伟文.液压元件制造工艺学[M].北京:清华大学出版社,2005
[19]何雪明,吴晓光,王宗才.机械制造工艺与夹具[M].北京:国防工业出版社,2010
[20]朱耀祥,融亦呜.机械原理[M].北京:科学出版社,2002
[21]程绪琦.机械零件课程设计[M].北京:机械工业出版社,2015
[22]唐志玉.机械制造装备设计[M].天津:南开大学出版社,2006
[23]闫志中,刘先梅.机械设计基础[M].南京:东南大学出版社,2002
[24]王小华.组合夹具设计参考图册[M].北京:机械工业出版社,2015
[25]吕忠文.机械制造工艺学[M].北京:机械工业出版社,2008
[26]许晞.机械制图[M].北京:机械工业出版社,2006
[27]李名望.零件制造工艺与装备[M].北京:机械工业出版社,2012
[28]兰建设.机械制造工艺学[M].北京:北京航空航天大学出版社,2004
[29]Jae Wook Jeon.A new technology for the joining by forming of magnesium alloys.Prentice-Hall, Inc[J],2010
[30]Orlov P.Machine Design Fundermentals A Practical Approach[M].The International Journal of Advanced Manufacturing Technology,Online First,2001
[31]Jae Wook Jeon, Yun - Ki Kim.Tolerance Design:A Handbook for Developing Oprimal Specifications[M].Trans.ASME,2003:177-181.
[32]R.J.Hathaway,J.C.Bezdek.Affective Property of Image and Fractal Dimension [J].ELECTRONICS LETTERS,2000, 22(290): 2319-2323.



