





















气门摇臂轴支座工艺编制及钻Ø11孔夹具设计 零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是零件需要加工的表面以及加工表面之间的位置要求:
(1)零件材料:HT200。切削加工性良好,只是脆性材料,产生崩碎切屑加工中有冲击。选择刀具参数时可适当减小前角以强化刀刃即可;刀具材料选择范围较大,高速钢及YG硬质合金均可胜任。
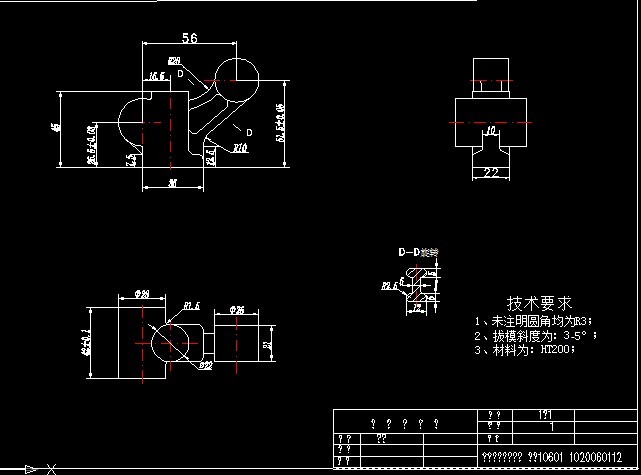
(2)组成表面分析:Φ11圆孔及其上下端面,Φ16内孔及其两端面,Φ18内孔及其两端面,Φ3斜孔,倒角,各外圆表面,各外轮廓表面。
(3)主要表面分析:Φ16、Φ18孔用于支承零件,为工作面,孔表面粗糙度要求Ra1.6μm,Φ11孔底面为安装(支承)面,亦是该零件的主要基准。
(4)主要技术要求:Φ16内孔轴心与底面A的平行度保持在0.05mm以内;Φ18内孔轴心与底面A的平行度保持在0.05mm以内;Φ18内孔两端面与顶面B的跳动保持在0.1mm以内。 目 录
1、毕业设计任务书 ………………………………………3
2、毕业设计说明书………………………………………..4
(一)零件加工工艺分析……………………………………4
1.1 零件的作用
1.2 零件的工艺分析
(二)毛胚的选择与设计……………………………………6
2.1 确定铸件加工余量
2.2 定毛胚尺寸
(三)工艺规程的设计……………………………………....8
3.1 零件表面加工方法的选择
3.2 制定工艺路线
3.3 工序设计
3.4 确定切削用量及工时定额的计算
(四)专用夹具设计…………………………………………17
6、毕业设计小结…………………………………….……..19
7、参考文献………………………………………….…….20
8、英文翻译………………………………………….….…21
参考文献
1 于骏一 主编 机械制造技术基础 机械工业出版社 2004
2 崇凯 主编 机械制造技术基础课程设计指南 化学工业出版社 2006
3 赵家齐 主编 机械制造工艺学课程设计指导书 机械工业出版社 2000
5 艾兴 肖诗纲 主编 切削用量简明手册 机械工业出版社 2002
6 王光斗 王春福 主编 机床夹具设计手册 上海科学技术出版社 2000
7 成大先 主编 机械设计手册 化学工业出版社2004




