
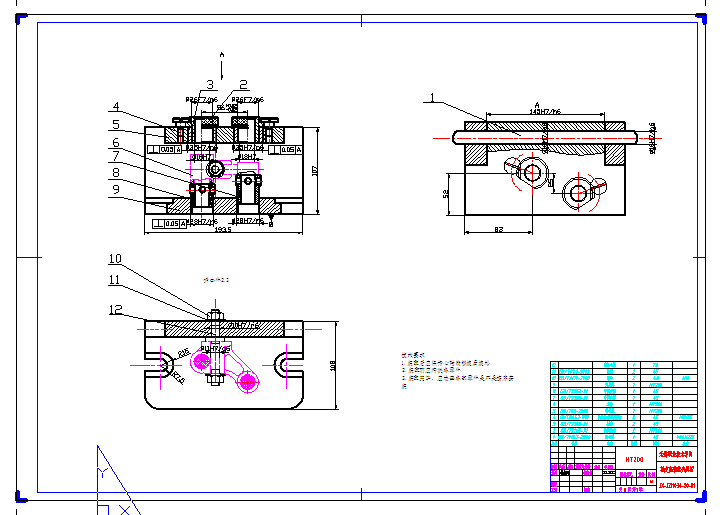





















轴支座工艺及钻直径18mm和直径16mm孔夹具设计
本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,。
气门摇臂轴支座机械加工工艺规程的制订
(1).根据零件图和产品装配图,对零件进行工艺分析
在对气门摇臂周支座进行工艺规程设计时,应掌握该零件在部件或总成中的位置、公用以及部件或总成对该零件提出的技术要求,明确零件的主要工作表面,以便在拟定工艺规程过程中采取措施予以保证
掌握零件的结构形状、材料、硬度及热处理等情况,了解该零件的主要工艺特点,形成工艺规程设计的总体构想。
分析零件上有哪些表面需要加工,以及各加工表面的尺寸精度、形状精度、位置精度、表面粗糙度及热处理等方面的技术要求;明确哪些表面是主要加工表面,以便在选择表面加工方法及拟定工艺路线时重点考虑;对全部技术要求应进行归纳整理。
(2).计算零件的生产纲领,确定生产类型
根据零件图查表可知,气门摇臂轴支座为轻型零件,根据生产要求将确定该零件为大批量生产。
(3).确定毛坯种类和制造方法
机械加工中毛坯种类有很多种,如铸件、锻件、型材、挤压件、冲压件及焊接组合件等。根据气门摇臂轴支座零件图所选择的材料,气门摇臂轴支座零件加工工程中应达到的技术指标和加工特点,零件生产的经济性,如何选择合适的毛坯种类也是设计重点。其次,如何选择毛坯制造方法也是设计中必不可少的环节,一般地,选择毛坯的制造方法应考虑一下几个方面因素:a、材料的工艺性能;b、毛坯尺寸、形状和精度要求;c、零件生产纲领;d、采用新型材料、新工艺、新技术的可能性。
(4).确定毛坯尺寸和公差
如何确定毛坯尺寸,也就是如何确定加工余量,对确保加工质量、提高生产率和降低成本都有重要的意义。余量不能确定过大或是过小,所以应当选择合适的方法来确定加工余量,保证零件加工各项尺寸及技术指标。同时,选择合适的尺寸公差对零件加工和零件生产的经济型也有很大的影响。
(5).拟定工艺路线
拟定工艺路线包括:定位基准的选择;各表面加工方法的确定;加工阶段的划分;工序集中程度的确定;工序顺序的安排。这也将是气门摇臂轴支座机械加工工艺规程设计制定的重点
(6).确定各个工序的加工余量,计算工序尺寸及公差
(7).选择各个工序的机床设备及刀具、量具等工艺装备
(8).确定各个工序的切削用量和时间定额
(9).编制工艺文件
在机械制造的各个加工工艺工程中,必须使工件在工艺系统中处于正确的位置,以保证加工质量,并提高生产效率。把为了使工件处于正确位置上所使用的各种工艺装备,成为夹具。如检验夹具、焊接夹具、装配夹具等。
在机床上对工件进行切削加工时,为了保证加工精度,必须正确地安放工件,使工件相对于刀具和机床占有正确的位置,这一过程称为“定位”。为了保护这个正确围着在加工过程中稳定不变,应该对工件施加一定的夹紧力,这个过程称为“夹紧”。这两个过程总称为“安装”。在机床上实现安装人物的工艺装备,就是“机床夹具”。
机床夹具的种类很多,其中,使用范围最广泛的是通用夹具,如车床上用的三爪卡盘和铣床上用的平口虎钳等。这类夹具的规格尺寸已经标准化,由专业厂进行生产。而用于批量生产,专门为工件某加工工序服务的专用夹具,则必须由各个制造厂自行设计制造。
目录
1 绪论……………………………………………………………………………………………………1
2零件的造型…………………………………………………………………………………………3
2.1零件造型的软件介绍……………………………………………………………………3
2.2零件的造型过程……………………………………………………………………………3
3气门摇臂轴支座的机械加工工艺规程设计……………………………………………6
3.1零件的工艺分析及生产类型的确定………………………………………………6
3.2选择毛坯种类,绘制毛坯图…………………………………………………………7
3.3选择加工方法,制定工艺路线………………………………………………………9
4专用夹具设计………………………………………………………………………………………22
4.1问题的提出…………………………………………………………………………………22
4.2夹具设计……………………………………………………………………………………22
5 存在的问题及想法………………………………………………………………………………26
6 设计小结……………………………………………………………………………………………27
7 参考文献……………………………………………………………………………………………29
8 致谢……………………………………………………………………………………………………30
参考文献
[1]机制专业毕业设计指导书 无锡:无锡职业技术学院出版社 2006年 秦 丰 编
[2]零件制造工艺与装备 北京:电子工业出版社 2010年 吴慧媛 韩邦华 编
[3]切削用量简明手册 北京:机械工业出版社 1994年 艾兴 肖诗纲 编
[4]机制工艺装备课程设计指导书 无锡:无锡职业技术学院 2006年 韩邦华 编
[5]机械制造技术 北京: 高等教育出版 2007年 李 华 编
[6]机械加工工艺手册 北京:机械工业出版社 2007年 王先逵 编
[7]机械制图 北京:电子工业出版社 2009年 姚民雄 编
[8]模具设计与制造简明手册 上海:科学技术出版社 1985年 冯炳尧 韩泰荣 编
[9]铸造手册 北京:机械工业出版社 2003年 中国机械工程学会铸造分会 编
[10]金属机械加工工艺人员手册上海:科学技术出版社 2001年 金属机械加工工艺人员手册増订组 编
[11]现代机床设备 北京:化学工业出版社 2008年 顾 京 编
[12]机械加工余量手册 北京:国防工业出版社 1999年 孙本绪、熊万武 编
[13]机床夹具设计 北京:机械工业出版社 高源顺 编
[14]AutoCAD工程制图实训教程 北京:机械工业出版社 2009年 华红芳、马宏亮、姚民雄 编
定做模具专业毕业设计请登录:http://www.bysj1.com/html/4320.html




