





















法兰盘的加工工艺及钻3-φ11孔夹具设计
摘 要
本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
法兰盘加工工艺规程及其钻孔的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
一、零件的分析
1.1 零件的作用
题目所给的零件是法兰盘(见附图1),其为盘类零件,用于卧式车床上。车床的变速箱固定在主轴箱上,靠该法兰盘定心。法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。
1.2 零件的工艺分析
法兰盘共有两组加工表面,它们之间有一定的位置要求。现分述如下:
1.以Φ80孔为中心的加工表面
这一组加工表面包括:Φ62±0.015孔及其倒角以及与其垂直的端面,Φ80h11外表面,两个M64×1.5的槽,Φ36 0+0.62孔以及与其垂直的端面,Φ52g6外表面B及退刀槽,三个互成
120°的Φ16.5阶梯孔的两端面。
2.以A面为基准的加工表面
这一组加工表面包括:三个互成120°的ф16.5阶梯孔,一个侧面C,一个平面D。
这两组表面之间有着一定的位置要求,主要是:
Φ62±0.015孔对B端面的径向圆跳动公差为0.04mm。
由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度要求。
二、工艺规程设计
2.1 确定毛坯的制造形式
材料为HT15-33。考虑到法兰主要承受静压力,因此选用铸件。
2.2 基面的选择
基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。
(1)粗基准的选择。
按照有关粗基准的选择原则(如果必须首先保证工件上欲加工表面与不加工表面之间的位置要求,则应以不加工表面为粗基准),孔Φ62±0.015与B端面有0.04mm的圆跳动公差要求,现选择Φ52g6外表面B为粗基准,利用三爪自定心卡盘加持外圆A,并且使卡盘端面紧靠A端面,这样可以消除所有六个自由度,达到完全定位。
(2)精基准的选择。主要应考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。
2.3 制订工艺路线
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到保证。在生产纲领已确定为大批生产的条件下,可以考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
1.工艺路线方案一
工序1 粗车Φ16.5端面,粗、精车外圆Φ80h11及车倒角,车两个槽Φ64,车外圆Φ52g6、退刀槽及倒角,车端面A。
工序2 扩孔Φ62±0.015,扩孔Φ36 0+0.62 ,绞孔Φ62±0.015,绞孔Φ36 0+0.62
工序3 车两个槽M64×1.5,车孔Φ62±0.015倒角。
工序4 镗刀镗R3圆角
工序5 铣Φ80h11端面.
工序6 钻三个孔Φ16.5,钻三个孔Φ11。
工序7 拉槽6×6。
工序8 磨外圆Φ80h11,磨外圆Φ52g6。
工序9 铣侧面保证尺寸34.5mm
工序10 铣平面保证尺寸54mm
工序11 表面处理,检验入库。
2.工艺路线方案二
工序1 粗车Φ80h11外圆柱面,车Φ120外圆柱面,车Φ80h11端面及倒角,车Φ16.5端面及倒角,精车外圆Φ80h11,粗车Φ62±0.015孔,精车Φ62±0.015孔及倒角,车螺纹M64×1.5,车两个密封槽Φ64。
工序2 车Φ52g6端面,车端面A,车Φ52g6外圆柱面、倒角及退刀槽,钻孔Φ36 0+0.62,精车孔Φ36 0+0.62。
工序3 钻三个孔Φ16.5,钻三个孔Φ11。
工序4 拉槽6×6。
工序5 镗刀镗R3圆角
工序6 铣侧面保证尺寸34.5mm
工序7 铣平面保证尺寸54mm
工序8 磨外圆Φ80h11,磨外圆Φ52g6。
工序9 表面处理,检验入库。
3.工艺方案的比较与分析
上述两个工艺方案的特点在于:方案一选择对孔Φ36 0+0.62进行铸造然后在机加工(扩、绞),对Φ62±0.015孔采取先扩后绞。在加工过程中,要进行七次装夹,用五套夹具,共八道工序。方案二选择对孔Φ36 0+0.62进行先钻后车,对Φ62±0.015孔采取先粗车后精车。在加工过程中,要进行六次装夹,用五套夹具,共七道工序。相比之下,方案工序更为简单。在工序安排中,装夹次数越多,定位次数越多,造成的定位误差也就越大,而且所用工时会越多。而且方案一没能完成车螺纹M64×1.5工序。除此以外,方案二的1、2工序可合并为一个工序,两个方案都没有考虑到零件毛坯为铸件,因而在所有机加工之前,应先安排除砂工序。综合考虑以上各方面,对方案进行改进,改进后的具体工艺方案确定如下:
工序1 除砂。
工序2 粗车Φ80h11外圆柱面,车Φ120外圆柱面,车Φ80h11端面及倒角,车Φ16.5端面及倒角,精车外圆Φ80h11,粗车Φ62±0.015孔,精车Φ62±0.015孔及倒角,车螺纹M64×1.5,车两个密封槽Φ64。(以Φ52g6外圆柱面为粗基准,采用三爪卡盘夹持Φ52g6外圆柱面)
车Φ52g6端面,车端面A,车Φ52g6外圆柱面、倒角及退刀槽,钻孔Φ36 0+0.62,精车孔Φ36 0+0.62。(以Φ80h11外圆柱面为精基准,采用三爪卡盘夹持Φ80h11外圆柱面)
工序3 钻三个通孔Φ11,钻三个孔Φ16.5,惚沉头孔Φ16.5(以端面A为精基准,)
工序4 拉槽6×6。
工序5 镗刀镗R3圆角。
工序6 铣侧面保证尺寸34.5mm
工序7 铣平面保证尺寸54mm
工序8 磨外圆Φ80h11,磨外圆Φ52g6。
工序9 表面处理,检验入库。
将以上内容一并填入工艺过程卡片,见附表1。
目 录
序 言………………………………………………………………………1
一、零件的分析……………………………………………………………2
1.1 零件的作用……………………………………………………….2
1.2 零件的工艺分析……………………………………………………2
二、工艺规程设计………………………………………………………….2
2.1 确定毛坯的制造形式………………………………………………2
2.2 基面的选择…………………………………………………………2
2.3 制订工艺路线………………………………………………………3
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定……………………5
2.5 确定切削用量及基本工时……………………………………….6
三 夹具设计………………………………………………………………..14
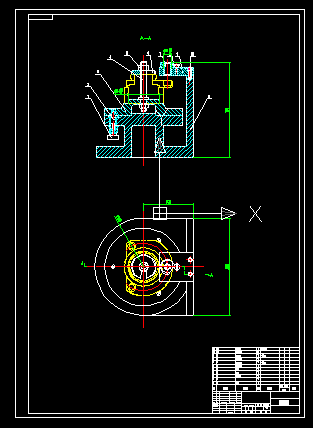
3.1 问题的提出…………………………………………………………14
3.2 夹具设计…………………………………………………………..14
3.3 定位误差分析……………………………………………………….14
3.4 夹具设计及操作的简要说明………………………………………..15
总 结……………………………………………………………………..16
致 谢……………………………………………………………………..17
参考文献……………………………………………………………………..18
参 考 文 献
1. 切削用量简明手册,艾兴、肖诗纲主编,机械工业出版社出版,1994年
2.机械制造工艺设计简明手册,李益民主编,机械工业出版社出版,1994年
3.机床夹具设计,哈尔滨工业大学、上海工业大学主编,上海科学技术出版社出版,1983年
4.机床夹具设计手册,东北重型机械学院、洛阳工学院、一汽制造厂职工大学编,上海科学技术出版社出版,1990年
5.金属机械加工工艺人员手册,上海科学技术出版社,1981年10月
6.机械制造工艺学,郭宗连、秦宝荣主编,中国建材工业出版社出版,1997年
定做计算机c#专业毕业设计请登录:http://www.bysj1.com/html/3587.html
定做广告艺术专业毕业论文请登录:http://www.bysj1.com/html/4122.html




